

端銑刀是切削加工最常見、最多功能、使用最廣泛的銑刀品類。沒有之一。
本文就完整的為你介紹端銑刀,從功能、用途、應用、材質、塗層、結構、規格與端銑刀延伸的各種不同刀型,並告訴你如何挑選合適的端銑刀。
協助新手入門的最佳指南,並提供老手需要時,快速查閱。
什麼端銑刀?
端銑刀(End mill) ,也稱為立銑刀,是銑刀的一個類別,在工業銑削應用中最常使用的切削刀具。
端銑刀,使用於銑床機器上,快速旋轉端銑刀具硬度,在工件上去除材料,加工成尺寸或形狀。

端銑刀的功能與用途
端銑刀(立銑刀),用於銑削加工應用,工件上進行以下加工:
- 平面銑削
- 腔體銑削
- 開槽
- 仿形加工
- 方肩銑削
- 側銑
- 鑽孔
簡單的說,端銑刀是銑刀品類中,最多功能的刀具。

端銑刀的應用
端銑刀可用於切削多種材料:
- 金屬,包括不鏽鋼、合金鋼、高硬度鋼、不鏽鋼、鑄鐵、銅合金、鋁合金、鈦合金和鎳合金等。
- 塑膠、
- 木材、
- 與複合材料。
它們用於多種行業,包括:
- 汽車:引擎及金屬零部件。
- 航空航太:發動機及金屬零部件。
- 3C應用:手機機殼、金屬、塑膠精密零加工。
- 模具製造:各種模具加工。
- 生醫產業:假牙、人工關節製造。

端銑刀的材質
市面上,端銑刀通常採用以下 2種材料製作:
- 高速鋼(HSS)端銑刀:價格相對便宜,但硬度、耐磨性與切削速度等能力較低,刀具的壽命也比較短。
- 碳化鎢端銑刀:俗稱鎢鋼刀,價格比高速鋼(HSS)更昂貴,但具有更高的硬度、韌性和耐磨損條件。它們還具有高耐熱性,適合加工最堅硬的材料。硬質合金立銑刀通常用於工業應用。
最適合製作端銑刀的材質
雖然鎢鋼刀成本單價貴,但是碳化鎢的硬度、耐磨性遠勝過高速鋼,加上刀具的壽命更長,持續加工時間更長,切削的更快。
將時間拉長,並具用整體成本來評估,使用碳化鎢端銑刀會更具有成本效益。因此,碳化鎢被行業評選為最合製作端銑刀(立銑刀)的材質。
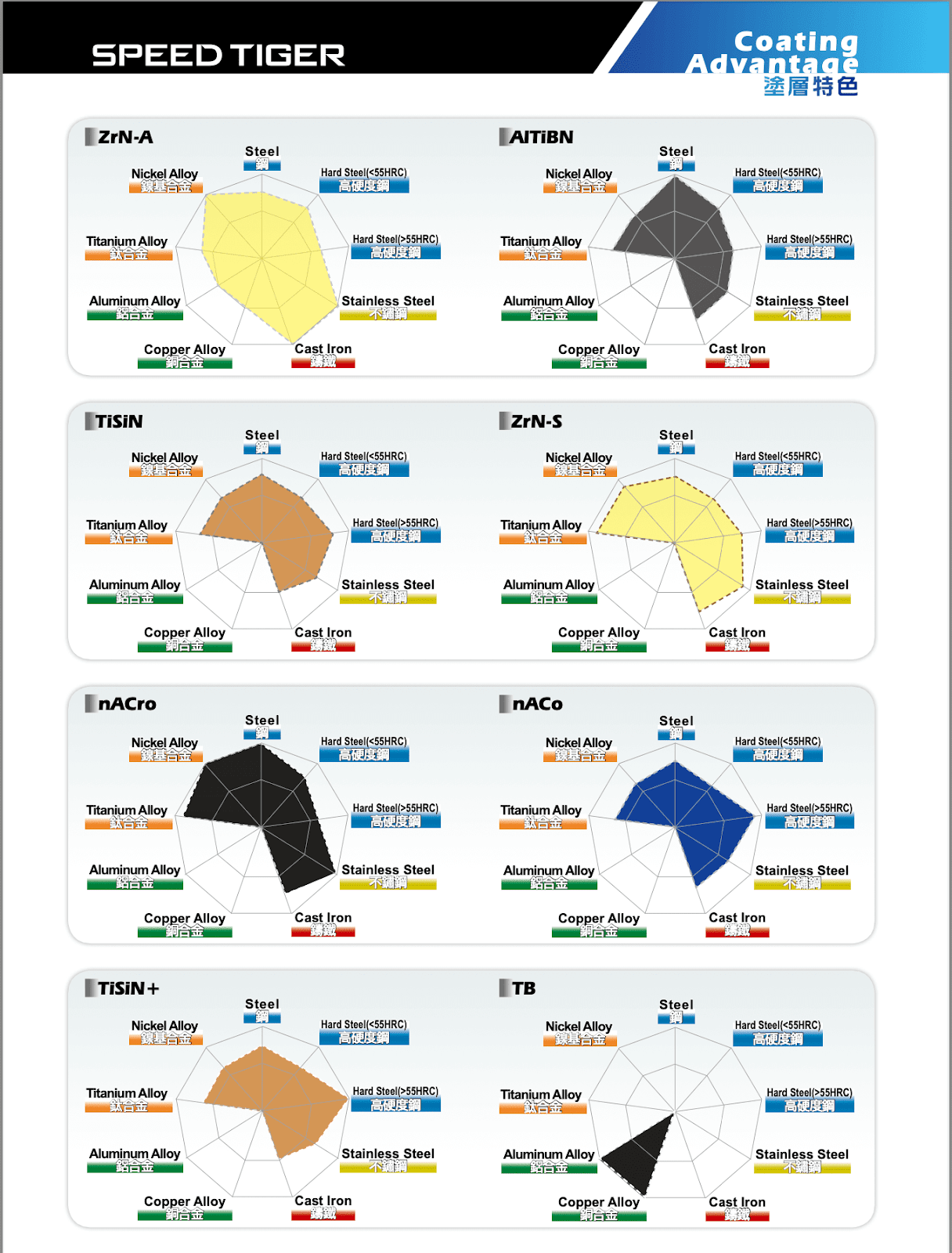
端銑刀的塗層
塗層,是幫端銑刀穿上一件保護層,以提高性能與壽命。
常見的塗層包括:
- 氮化鈦(TiN)
- 碳氮化鈦(TiCN)
- 氮化鋁鈦(TiAlN)
- AlCrN(氮化鋁鉻)
- ALTIBN、
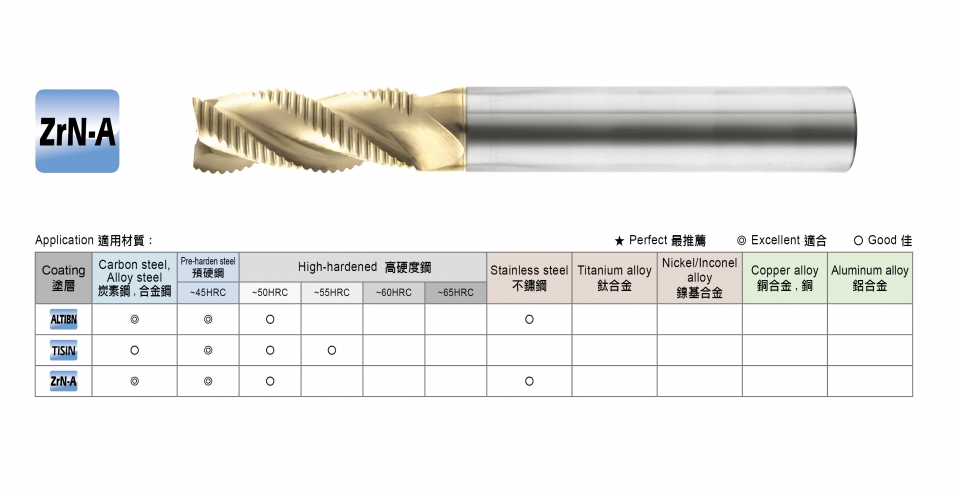
- ZrN-A、
- ZrN-S、
- TiSiN等
不同的塗層具有不同的優點,例如 ALTIBN 適用於高速加工,ZrN-A 適用於鋼材和鑄鐵,TiSiN+ 適用於不銹鋼。更多請見:切削刀具需要塗層嗎?
端銑刀的規格
端銑刀的規格,就是刀具的幾何形狀,包括直徑(刀徑)、刃長、全長、柄徑、刃數、R角、螺旋角、有效長等。 根據不同的應用,選擇不同規格的端銑刀。
端銑刀的結構
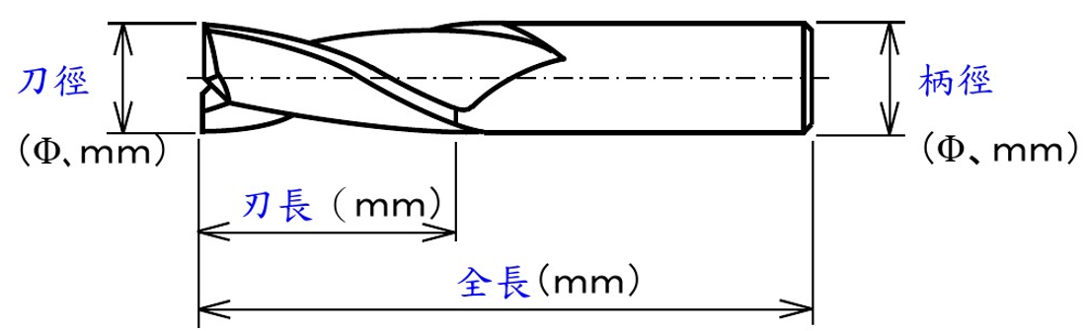
端銑刀的8大主要規格介紹
刀徑(Diameter):切削端的直徑
指刀具旋轉切削時,刀刃所形成的圓形軌跡直徑,通常以英文小寫 “d”表示。
d 值越大,代表該刀具可以切削出更大的孔徑或溝槽,但成本就較高,而且不能作細縫的開槽加工。
刃長(Flute Length):刀刃的長度
刀具上實際進行切削部分的長度,通常以 “L”表示。
刃長越長,可以加工的深度大,但也可能意味著刀具剛性下降,更容易發生變形或震動。
刃數(Flutes):切削的刀刃數量
常見的有2刃、3刃、4刃、6刃、8刃,是在計算進給速度時,刃數是一個重要參數。
刀刃多,可提高加工效率、獲得較佳的表面粗糙度。而且,每個刀刃分擔的切削量較少,所以刀具壽命也可能比較長。
但是,刀刃增加,排屑能力變差,阻力變大,產生震動。因此,刃數並非越多越好,需要根據具體的加工條件和要求來選擇合適的刃數。
全長(Full Length):刀具的整體長度
刀具從刀尖到刀柄末端的總長度,是刃長 + 刀具的頸部(非切削部分)的加總。
在加工深腔時,需要全長和刃長都比較長的刀具,確保刀具能夠到達加工部位;而在加工淺孔時,選擇全長較短的刀具,以提高加工效率。
要注意,全長也會影響刀具的剛性和加工穩定性。 一般來說,全長越長,刀具的剛性越差,加工時更容易產生震動,影響加工精度。
柄徑(Shank Diameter):刀柄的直徑
刀具柄部直徑的尺寸,會用英文大寫的 D 來表示,與刀徑區分。
柄徑越大,通常代表刀具的剛性越好,能夠承受更大的切削力和扭矩。但是,這需要更大功率和扭矩的機床主軸來驅動刀具。而且,柄徑大的刀具,成本也比較高。
R角(Radius):刀尖圓角半徑
指刀具刃部圓角的半徑,是球型或圓鼻端銑刀才有的規格。
R角越大,代表刀具的刃部越鈍,切削時越平穩,產生的切削力越小,加工表面也越光滑。但是,R角越大也意味著切削的銳利度降低,切削效率也會隨之下降。
在加工需要銳利邊緣的細小特徵或進行精加工時,較小的 R 角會更為適合。
選擇適當的 R 角需要根據具體的加工需求、材料特性以及期望的加工品質來決定。
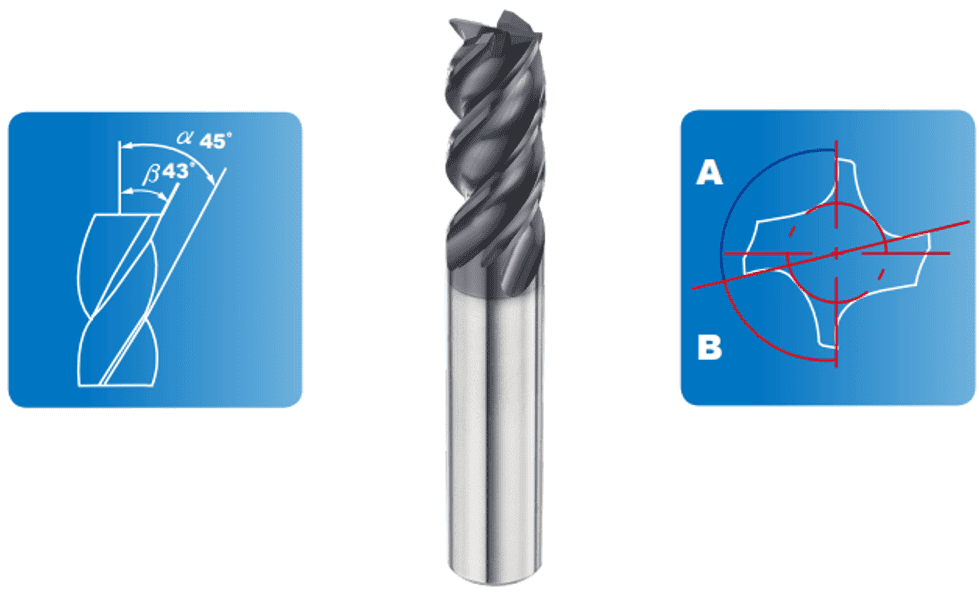
螺旋角(Helix Angle)
刀刃與刀具軸線之間的夾角,以 “θ”來表示。
螺旋角越大,代表切削刃越傾斜,切削時可以更順暢地排出切屑,並且降低切削阻力,減少震動,提高加工效率。
但是,螺旋角越大,切削刃的強度會降低,更容易發生崩刃或斷裂。
因此,螺旋角需要根據具體的加工條件、材料特性、以及期望的加工品質來決定。
有效長(Effective Length):刀尖到刀頸處的長度
也就是實際切削工件的部分,這是長頸端銑刀特有的規格。
深腔加工,或需要較長刀具伸出長度的場合,特別適用。有效長越長,刀具的剛性會降低,成本也會比較貴。
以上是端銑刀的8個主要規格,端銑刀的幾何形狀,就在這個8個變數下組合出數千種的端銑刀種類
🚀 馬上諮詢,讓刀具幫你創造最大加工效益!
台灣切削刀具第一品牌震虎精密
🌍 全球 42 國信任、160 個銷售據點與全方位售後服務。
📉 想降低加工成本、提升效率?
🔧 有特殊加工需求卻找不到合適刀具?
🚚MOQ 1 件起訂・快速出貨!
想找高品質、高穩定刀具?震虎精密隨時為您提供建議!
10種常見端銑刀種類
平頭端銑刀(Square end mills)
也稱為方頭立銑刀或平端銑刀,這是最常見的銑刀類型。可用於各種銑削應用,包括側銑、仿形銑、與加工溝槽。

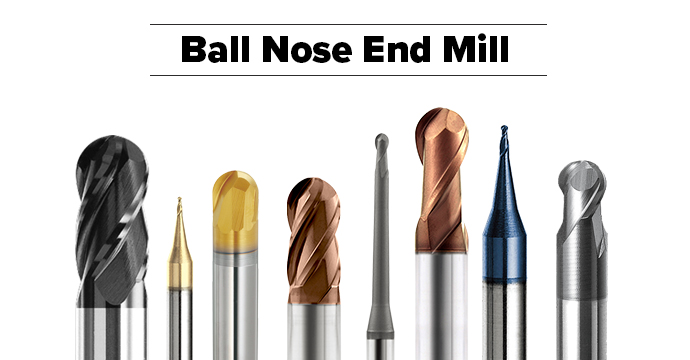
球型端銑刀(Ball Nose End Mills)
球型端銑刀,端槽會有一個R角,磨削半徑等於刀具直徑的一半。例如,10mm半徑的球頭銑刀有5R圓角。
球頭端銑刀特別適用於曲面、3D輪廓加工、淺型腔加工等,切削出漂亮的圓形邊緣。
圓角端銑刀 (Corner Radius End Mills)
尖角處有一個半徑形狀,也稱為刀尖半徑立銑刀或圓鼻立銑刀。
常用於銑削模具的圓角加工,只要一隻圓角立銑刀就能切削出平底型腔和圓形輪廓,減少換刀的次數,提高生產效率。

斜度立銑刀(Taper End Mill)
外型像鉛筆或錐形,也稱為鉛筆立銑刀和錐形立銑刀。適合切削加工凹槽、孔或具有傾斜角度的側銑。

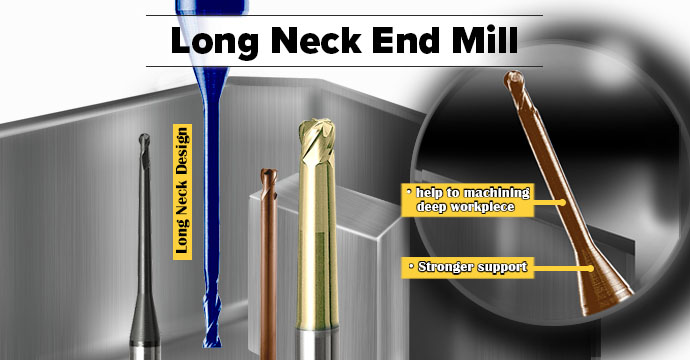
長頸立銑刀(Long Neck End Mill)
長頸的設計可透過減少排屑槽後面的柄部直徑來避免刀具與工件之間的干涉,適合深槽加工(深型腔加工)。
長刃端銑刀 (Long Flute End Mill)
切削刃(刃長)部分較長,適用於加工較深的溝槽或型腔。

粗加工端銑刀(Roughing End Mill)
外型與端銑刀沒兩樣,但是刀長上有鋸齒狀齒,可以快速去大量材料,切削下來的金屬碎片比平常更小。但是,表面光潔度通常很粗糙,需要精加工,所以名為粗加工端銑刀。
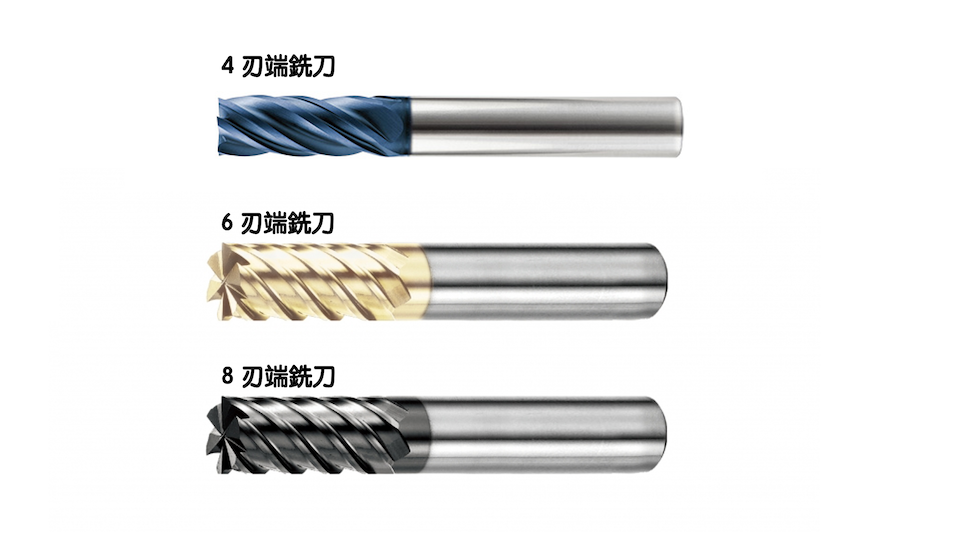
多刃端銑刀 (Multiple Flutes End Mill)
加工高硬度材料時,建議選擇刃數較少的刀具,以增加刀具的強度和耐用度;
需要進行精加工以獲得較高的表面光潔度,建議選擇刃數較多的刀具。
刃數並不是唯一的考量因素。 還需要根據被加工材料、加工要求、機床性能等因素綜合考慮。
微小徑端銑刀 (Miniature End Mill)
加工小尺寸特徵和輪廓的立銑刀,通常直徑小於 3 毫米,需要高精度和細節的應用,例如模具製造、醫療器械和電子產品,達到提高加工效率與精度。
注意:微小徑立銑刀的切削刃非常小,因此在使用時需要格外小心,以避免刀具斷裂或損壞工件。

捨棄式端銑刀(Insert)
捨棄式端銑刀是使用可替換刀片的端銑刀。 這些刀片通過螺釘、夾具或其他方法固定在刀具主體上。 當刀片磨損或損壞時,可以輕易更換,無需更換整個刀具。

以上列出10種常見端銑刀種類。可以再進階的細分鋁用銑刀、銅用銑刀、重切削等各種端銑刀種類,更多端銑刀種類與規格請見連結。
如何挑選合適的端銑刀
端銑刀具種類千變萬化:材質 x 幾何形狀 x 塗層。沒有最好的刀,只有更適用的刀。
提供5個步驟來挑選端銑刀的具體建議:
步驟1:評估工件材質與適合塗層
不同的刀具規格與塗層,適用於切削不同的材料硬度。
刀具塗層可以提高刀具的硬度、耐磨性和耐熱性,對不同的工件材料有不同的效果。例如:不同硬度的碳鋼、合金鋼、預硬鋼、高硬度鋼、不鏽鋼、鈦合金、鎳基合金、銅合金以及鋁合金,都有對應的推薦塗層。選擇正確的塗層可以提高刀具壽命和加工效率。
建議參考下面這張圖中塗層與工件材質的建議適配:
步驟2:確認加工類型
不同銑削操作端面、開槽、型腔加工等,端銑刀的幾何形狀,會直接影響加工的可達性與效率。例如,平頭端銑刀適合創建平坦表面,球頭端銑刀則可以創建表面潔度高的曲面精度。
步驟3:確認刀具尺寸
刀具的直徑、刃長、全長、柄徑、R角等都會影響切削能力和適用範圍。
步驟4:配對切削條件
選擇合適的切削速度、進給速度和切削深度對於確保加工質量和刀具壽命有不同程度的影響。例如:震虎精密的產品目錄中提供了不同材料和刀具的切削條件表,可以作為參考。

步驟5:選擇刀具製造商
選擇能夠提供以下4項資料的刀具製造商:
- 清楚的規格表與尺寸數據,包含刀徑、 刃長、刃數、全長、柄徑與R角。
- 適用材質建議
- 切削條件表
- 與塗層適配建議
掌握以上4項資料,能幫協助你更快速、更具有成本效益的選到最佳的端銑刀。
震虎精密科技股份有限公司 - 台灣鎢鋼刀領導廠商
提供完整刀具解決方案與售後服務,幫助客戶降低成本與提高效率。
產品種類最齊全,滿足各式加工需求,可接受 MOQ 1件客製刀具訂單。
品質穩定,交期平均 9天出貨。
參考資料
- End Milling: Definition, Process, Types, and Operations
- Endmill Selection Guide
- Basic End Mills Technical Information
- End Milling Process & Different Types of End Mills
- End Mill Cutting & End Milling – Technical Guide
- Beginner’s Guide to End Mills
- 乾式切削及不同鍍層材料銑刀的選用