

鉸刀在精密加工中創建孔洞經常使用到的切削工具,經常與鑽頭一起使用。
很多人也會分不清楚鉸刀與鑽頭的用途,誤以為他們是一樣的。
這裡就來回答大多數人對鉸刀的誤解、介紹常見的鉸刀規格與種類並比較鉸刀與鑽頭的不同知識點。
鉸刀是什麼?鉸刀與絞刀有什麼不一樣?
鉸刀(Reamer),外型為螺旋形,具有多個刀刃,利用旋轉刀具,對孔洞進行切削的工具。用於擴孔或修孔,讓孔洞的尺寸變大或修正表面平滑度,是孔加工的神器。
但是,絞刀不是一個標準機械加工名詞,很可能是因為注音等中文輸入法,「鉸」的出現排名在「鉸」之前,所以很多人會優先選用「絞刀」來代替「鉸刀」。
因此,絞刀與鉸刀,應該都是指精密加工的切削工具「鉸刀」。以下,統一使用「鉸刀」這個名詞。

🚀 馬上諮詢,讓刀具幫你創造最大加工效益!
台灣切削刀具第一品牌震虎精密
🌍 全球 42 國信任、160 個銷售據點與全方位售後服務。
📉 想降低加工成本、提升效率?
🔧 有特殊加工需求卻找不到合適刀具?
🚚MOQ 1 件起訂・快速出貨!
想找高品質、高穩定刀具?震虎精密隨時為您提供建議!
鉸刀的結構與規格
鉸刀的材質
目前行業中,常見的鉸刀材質為高速鋼 (HSS) 或碳化鎢鋼。碳化鎢鋼為基材的鉸刀,具有硬度高、品質好、刀具壽命長等特性,且更具成本效益。所以,碳化鎢鋼鉸刀是市場上的主流材質。
鉸刀的結構
鉸刀的幾何形狀
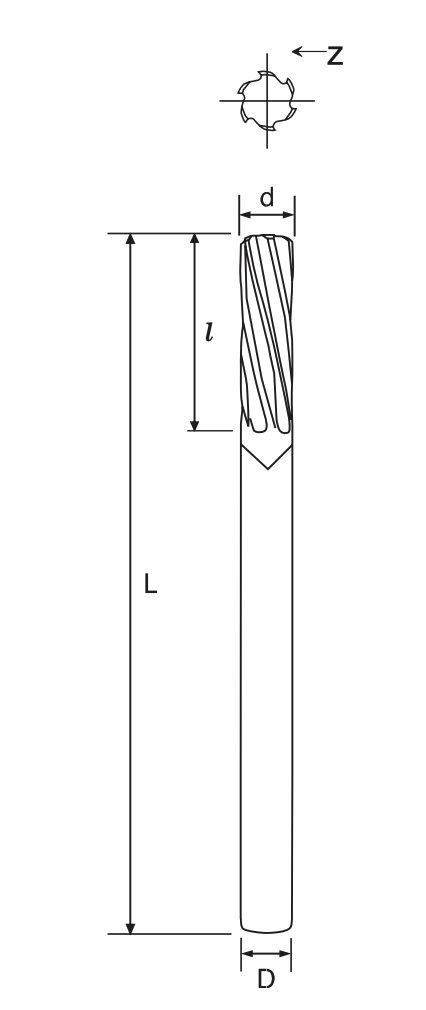
鉸刀的幾何形狀規格,包含以下幾個方面:
- 直徑 (Diameter, d):鉸刀的切削直徑,決定孔徑大小的主要參數。
- 溝長 (Flute Length, l):鉸刀螺旋槽的切削刃長度,影響鉸刀的切削深度和排屑能力。
- 柄徑 (Shank Diameter, D):鉸刀柄部的直徑,決定鉸刀可以安裝在什麼尺寸的刀柄或夾頭上。
- 全長 (Full Length, L):鉸刀的總長度,包含柄部和切削部分。
- 塗層 (Coating):鉸刀表面塗層,例如 ALTIBN、ZrN-A 等,用於提高絞刀的硬度、耐磨性和耐熱性。
各種不同的鉸刀的鉸刀最主要來自於螺旋槽與鉸刀柄部的設計不同。
鉸刀的螺旋槽種類
鉸刀的螺旋槽依照螺旋的方向區分:
- 螺旋槽的種類
- 直槽
- 左手螺旋
- 右手螺旋
鉸刀的刀柄種類
鉸刀的刀柄會依照鎖附在刀桿上區分:
- 刀柄類型
- 平頭直柄
- 螺紋柄
- 螺紋尺寸
- 1/4-28
- 5/16-24
- 直柄:2、3、4、多邊柄頭
- 柄徑
- 柄長
常見的鉸刀種類
常見的鉸刀種類及其用途:
●直槽鉸刀 (Straight-Fluted Reamers): 適用於不易產生大量切屑的材料,例如黃銅和鑄鐵。

圖片來源:Presto International UK Limited
●可調節手用鉸刀 (Hand reamer): 前端具有比機器鉸孔刀更長的錐度或前導部分,透過調整螺母改變鉸刀直徑尺寸。

圖片來源:Amazon
●組合鉸孔刀 (Combination reamer): 結合了鉸孔和計量功能,通常具有可調節的刀片或插入物。

圖片來源:Tri Star Engineering, Inc.
●錐形鉸刀 (Tapered reamer): 分為精密加工和非精密加工兩種。

圖片來源:Amazon
●螺旋槽鉸刀 (Spiral-Fluted Reamers): 適用於難以切削的材料,例如不銹鋼。其螺旋槽有助於在鉸孔過程中分配切削力並排出切屑。
鉸刀 vs. 鑽頭,有什麼不一樣?
由於鉸刀用來擴孔、修孔的工具,讓很多人對鉸刀與鑽頭感到傻傻分不清楚。
鉸刀與鑽頭相同之處
排屑方式
兩者都是靠切削刃的螺旋槽進行排屑。
適用的材料
各種金屬,包括黃銅、鐵合金、高碳鋼和不銹鋼
鉸刀與鑽頭的不同比較
以下用表格來比較鉸刀與鑽頭的不同:
| 特徵 | 鉸刀 (Reamer) | 鑽頭 (Drill Bit) |
| 主要用途 | 擴孔並改善孔的表面粗糙度 | 創建新孔 |
| 加工方式 | 切削孔壁的少量材料 | 切削大量材料 |
| 去除材料量 | 最多 0.005 英寸 (0.13毫米) | 取決於鑽頭尺寸,但通常會去除更多材料 |
| 適用孔 | 已經存在孔的工件 | 沒有孔的工件 |
| 切削刃位置 | 通常沿著刀身 | 通常刀尖與側面 |
| 加工精度 | 高 | 中等 |
| 表面光潔度 | 光滑 | 一般 |
| 操作方式 | 通常使用機床 | 可以手動或使用機床 |
為什麼鑽頭與鉸刀經常會一起使用?
通常,使用鑽頭鑽孔後,孔的尺寸精度和表面粗糙度通常無法達到要求。而鉸刀可以精加工孔,提高孔的尺寸精度、真圓度和表面光潔度。 鉸刀的切削量少,能夠產生更精確的孔徑和更光滑的表面。
如何選擇鉸刀?
選擇鉸刀時,需要考慮以下因素:
加工方式
每種鉸刀適用於不同的加工方式。例如,高速鋼的切削能力不如碳化鎢,但高鈷高速鋼鉸刀具有更好的鑽孔能力,適合擴孔、磨料和加工硬化材料。
工件材質
不同材質的工件需要使用不同材質的鉸刀才能提高加工效率。例如,機械鉸刀適用於硬度在 48HRC 以下的鋼材和鑄鐵,而 NC 機械鉸刀則適合用於硬度 56HRC 以下的鋼材和鑄鐵等精密金屬。
鉸刀的精度
精密鉸刀設計用於微小的擴孔,並具有很高的精度,可確保孔洞兩側保持光滑。非精密鉸刀則用於基本的擴孔或去除毛邊。
鉸刀的幾何形狀與規格
在選擇鉸刀的幾何形狀時,應綜合考慮加工材料、孔徑、加工精度、加工效率等因素。 以下是一些常見的鉸刀幾何形狀選擇建議:
- 加工軟質材料的孔: 選擇刀齒數較多、刀槽形狀為直槽或螺旋槽、前角較大、後角較小的鉸刀。
- 加工硬質材料的孔: 選擇刀齒數較少、刀槽形狀為螺旋槽或波浪槽、前角較小、後角較大的鉸刀。
- 加工深孔: 選擇刀齒數較少、刀槽形狀為螺旋槽或波浪槽、前角較小、後角較大的鉸刀。
- 加工精度要求較高的孔: 選擇刀齒數較多、刀槽形狀為直槽或螺旋槽、前角較小、後角較小的鉸刀。
- 加工效率要求較高的孔: 選擇刀齒數較少、刀槽形狀為螺旋槽或波浪槽、前角較大、後角較大的鉸刀。
切削液
選擇正確的切削液有助於延長鉸刀的使用壽命。
鉸刀的關鍵總結
- 鉸刀用於擴大和精加工現有孔,提高其尺寸精度、圓度和表面光潔度。
- 碳化鎢絞刀是加工硬質材料或需要高精度和表面光潔度的應用時的更好選擇。
- 鉸刀由切削部和刀柄組成。切削部分包括切削刃、排屑槽和導帶。刀柄用於將鉸刀固定在工具機中。
- 常見的鉸刀類型有直槽鉸刀、可調式手動鉸刀、組合鉸刀、錐度鉸刀、螺旋槽鉸刀等。
- 鉸刀與鑽頭在加工方法、切削量、適用孔、切削刃位置、加工精度、表面光潔度等方面有所不同。
- 選擇鉸刀時要考慮加工方法、工件材料、鉸刀精確度、幾何形狀和規格、切削液等。