

銑牙刀,又稱為螺紋銑刀,能夠快速有效率的在工件內部銑削出螺紋的切削刀具。常見在金屬工件上切削出螺紋,用來鎖附或固定兩個零件。本指南完整介紹銑牙刀的規格、種類、材質、使用方法與挑選銑牙刀的標準,並推薦10把優質的銑牙刀。
銑牙刀是什麼?
銑牙刀,又稱為螺紋銑刀,是專門用來快速、高效率的加工螺紋的銑削工具。
銑牙刀與一般端銑刀外觀最大的不同地方,是銑牙刀的刀刃上會有一排齒和多排齒,用刀刃上的排齒創建螺紋的加工,俗稱銑牙。
銑牙刀與銑刀一樣,安裝在CNC銑床上,利用旋轉刀刃上的齒,高效快速的工件上進行創建螺紋加工。
用銑牙刀銑削螺絞的 7 大優點
銑牙刀的主要用途是創建螺紋,能創建螺紋的切削加工包括:絲攻、車削、銑削與磨削。使用銑牙刀進行銑削螺紋加工具有以下優點:
1、高品質的螺紋加工
銑牙刀在CNC銑床機台上,以高速、高效能進行切削,加工出來的螺紋精細度、公差或角度等都比其他加工方式優良。
2、加工硬度較高的材質
不論是熱處理至 HRC65 的材料、鈦合金或其他難加工材料,皆可透過螺紋銑削輕鬆加工。
3、靈活廣泛的加工應用
同一支銑牙刀可以加工右牙或左牙,加工通孔和盲孔,外牙和內加工,也可以使用同一支銑牙刀。
4、盲孔銑牙的優勢
由於銑牙刀沒有倒角,因此在加工盲孔時,螺紋可以銑到底。
如果是攻牙,絲攻一般需到第三個牙時才形成全牙,需要將孔鑽得更深。使用銑牙刀則不需考慮鑽深孔的問題,加工更方便。
5、降低機台主軸損耗
與使用絲攻攻牙相比,使用銑牙刀時,機台主軸不需在加工至底部後做停頓和反轉,因此能延長機台主軸壽命。
6、節省加工時間
使用具備去毛邊功能的銑少刀時,銑牙與修毛邊可一刀完成,不需多花時間。
7、減少斷刀風險
由於銑牙刀的切削阻力低且切屑短,螺紋銑削不容易斷刀。在進螺紋銑削時,如果斷刀卡在工件上,會很難處理。嚴重的話,整塊工件就報銷了。
銑牙刀類型,有那些?
不同銑牙刀的類型適用於不同的加工需求。以下將介紹幾種常見的銑牙刀類型,請對照圖片更直觀地了解:
按螺紋類型分類
內螺紋銑牙刀
內螺紋銑刀用於在孔內加工螺紋。
外螺紋銑牙刀
外螺紋銑刀用於在工件外部加工螺紋。
| 種類特性 | 內螺紋銑牙刀 | 外螺紋銑牙刀 |
| 加工位置 | 工件的孔內加工 | 工件外部加工螺紋 |
| 加工方向 | 從孔的底開始向上加工 | 從工件的頂端開始加工 |
| 刀具形狀 | 較細長,以便能夠進入較深的孔內進行加工 | 不需進入孔內,刀體則可以更短 |
| 排屑方式 | 由於在孔內加工,排屑是一個重要的問題。一些內螺紋銑刀具有內部冷卻液通道,可以幫助將切屑從切削區排出 | 由於在工件外部加工,排屑相對容易 |
| 優點 | – 可以加工盲孔螺紋 – 加工螺紋的精度和表面光潔度通常比攻牙高 | – 可以加工外徑更大的螺紋 – 加工速度通常比車削螺紋快 |
| 缺點 | – 排屑較困難 – 刀具成本通常比外螺紋銑刀高 | – 加工螺紋的精度和表面光潔度可能不如內螺紋銑刀 |
| 應用 | – 加工各種內螺紋,例如螺栓孔、螺母孔等。 | – 加工各種外螺紋,例如螺栓、螺桿等。 |
按刀具齒數分類
單排齒: 適用於加工中大型螺紋或是在穩定性不足的情況下使用。
多排齒: 當需要使用單一刀具加工不同尺寸的螺紋,或是希望單次就能加工出完整螺紋長度時,就可以使用多排齒螺紋銑刀。
單排銑牙刀
特點:刀具上僅有一枚刀片,適用於加工較淺的螺紋或精修螺紋。
優點:刀具剛性好,不易產生振動。
缺點:加工效率較低。
多排銑牙刀
- 特點:刀具上有多枚刀片,可同時切削多個螺紋,加工效率高。
- 優點:加工效率高,適用於大批量生產。
- 缺點:刀具複雜,成本較高。
按刀形狀方式分類
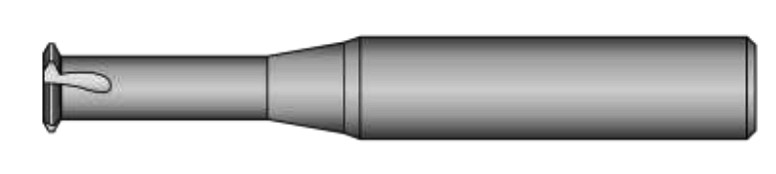
錐度螺紋銑刀
刀頭比較窄,逐漸變大,呈錐柱狀,螺紋直徑沿螺紋軸線方向逐漸變化的螺紋銑刀。
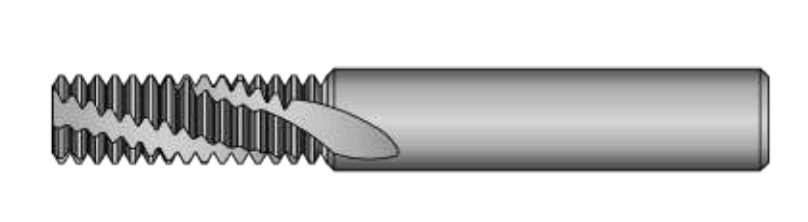
有效長螺紋銑刀
加長頸部的長度,方便進入深度較深的孔進行加工。
按功能分類
內冷螺紋銑刀
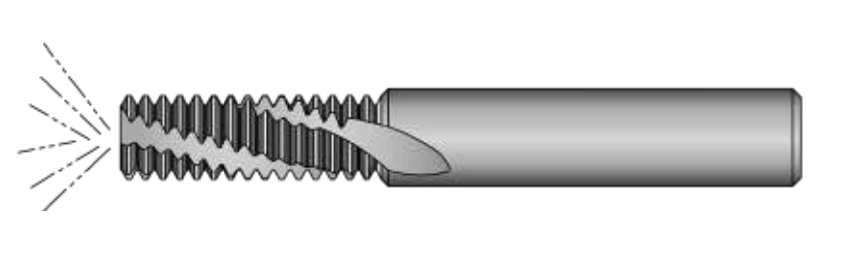
內螺紋銑牙刀,由於在孔內加工,排屑是一個重要的問題。一些內螺紋銑刀具中間可以加入冷卻液通道,可以幫助將切屑從切削區排出。稱為內冷銑牙刀或內冷螺紋銑刀。
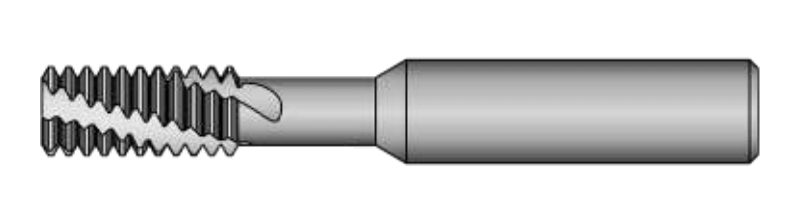
倒角螺紋銑刀
能在螺紋的起始端或末端加工出倒角。這項功能對於許多加工應用來說非常實用,特別是當螺紋需要插入孔洞或與其他零件配合時,倒角能減少應力集中,提高連接強度,並改善外觀。

銑牙刀規格,有那些?
一把螺紋銑牙刀主要規格,包括:
1. 螺紋標準
- 定義:
- 國際標準化組織ISO公制螺紋,最常用。
- 美國標準協會 (ANSI) 螺紋
- 英制螺紋
- 影響: 確保螺紋產品可以互換使用
2. 螺紋尺寸(Thread Diameter, d)
- 定義: 公制螺紋的直徑,用來表示螺紋的大小。例如:M3 代表螺紋外徑為 3 毫米,M24 代表螺紋外徑為 24 毫米。螺紋直徑越大,螺紋的承載能力越強。
- 影響: 加工規格的需求、與螺紋的承載能力越強。
3. 刀具直徑 (Shank Diameter, D)
- 定義: 銑牙刀刀柄的直徑,通常以毫米 (mm) 為單位。
- 影響: 影響刀具的剛性、切削深度和加工範圍。
4. 刀刃長度 (L)
- 定義: 刀刃從刀柄末端到刀尖的長度。
- 影響: 影響刀具的切削深度和加工範圍。
5. 螺旋角
- 定義: 刀刃與刀軸之間的夾角。
- 影響: 影響切屑的形成和排出,進而影響加工表面品質和刀具壽命。
6. 刃數
- 定義: 刀具上刀刃的數量。
- 影響: 影響加工效率和表面粗糙度。
7. 螺紋角度
- 定義: 刀刃上螺紋的夾角,通常為 60°。
- 影響: 決定加工出的螺紋形狀。
8. 螺紋長度
- 定義: 螺紋相鄰兩牙峰之間的軸向距離。
- 影響: 決定加工出的螺紋的精細程度。
9. 刀柄類型
- 常見類型:
- 直柄: 適用於普通夾持。
- 柄端帶孔: 可加入內冷卻液。
- 錐柄: 具有較高的精度和剛性。
- 影響: 影響刀具的夾持方式和穩定性。
10. 鍍層
- 常見鍍層: ZrN-A, nACRo、TiAlN 等。
- 影響: 提高刀具的耐磨性、耐熱性、降低摩擦係數。
銑牙刀材質,那一種比較好?
碳化鎢鋼材質的螺紋銑刀通常優於高速鋼材質。
與高速鋼相比,鎢鋼刀具有更高的耐磨性、堅硬程度和韌性,刀具壽命更長。而且碳化鎢鋼材質適用於加工多種材質,具有較高的成本效益。
如何挑選銑牙刀?
選擇銑牙刀的 7 大重點
選擇螺紋銑刀時,需要考慮以下因素:
1、螺紋銑刀的材質
碳化鎢鋼材質的螺紋銑刀比高速鋼材質的耐磨性、堅硬程度和韌性更好,適合加工多種材質。
2、螺紋尺寸和規格
一定要根據要銑削的螺紋直徑、螺距和深度來選擇螺紋銑刀。最重要螺紋直徑,太大無法達到加工要求,太小加工耗時,缺乏效率。
3、加工材料
不同的螺紋銑刀適用於不同的材料。有的銑牙刀適用於 HRC65 的熱處理材料、鈦合金和其他難加工材料;有的銑牙刀適用於 HRC60 以下的工件加工,包括鈦合金、不銹鋼、泛用鋼材和鋁合金。
4、刀具齒排數
多排齒或單次加工出完整螺紋長度,加工效率高,適用於大批量生產;單排齒適合加工大尺寸的螺紋或精修螺紋。
5、冷卻方式
內冷螺紋銑牙刀,帶有內冷卻液的刀具,幫助排屑、降低銑削產生的熱能。但是,需要搭配CNC機台功能。
6、刀具塗層
塗層可以增強刀具的耐磨性、硬度和降低摩擦,有效延長銑少刀的使用壽命、降低刀具的更換頻率和加工成本。在選擇銑牙刀時,塗層不能省。
7、品牌和價格
選擇信譽良好的品牌,並根據預算選擇性價比高的銑牙刀。選擇合適的銑牙刀可以提高加工效率和螺紋品質。不合適的銑牙刀,可能會導致刀具折斷、螺紋精度不足、加工速度變慢,甚至發生安全事故。
使用不好的銑少刀,有會有什麼問題?
選擇合適的銑牙刀可以提高加工效率和螺紋品質。不合適的銑牙刀,可能會導致刀具折斷、螺紋精度不足、加工速度變慢,甚至發生安全事故。最常發生也最難處理的就是刀具折斷,卡在工件中,無法取出,造成整塊工件報銷,賠上了刀具、工件與時間。
嚴選銑牙刀推薦
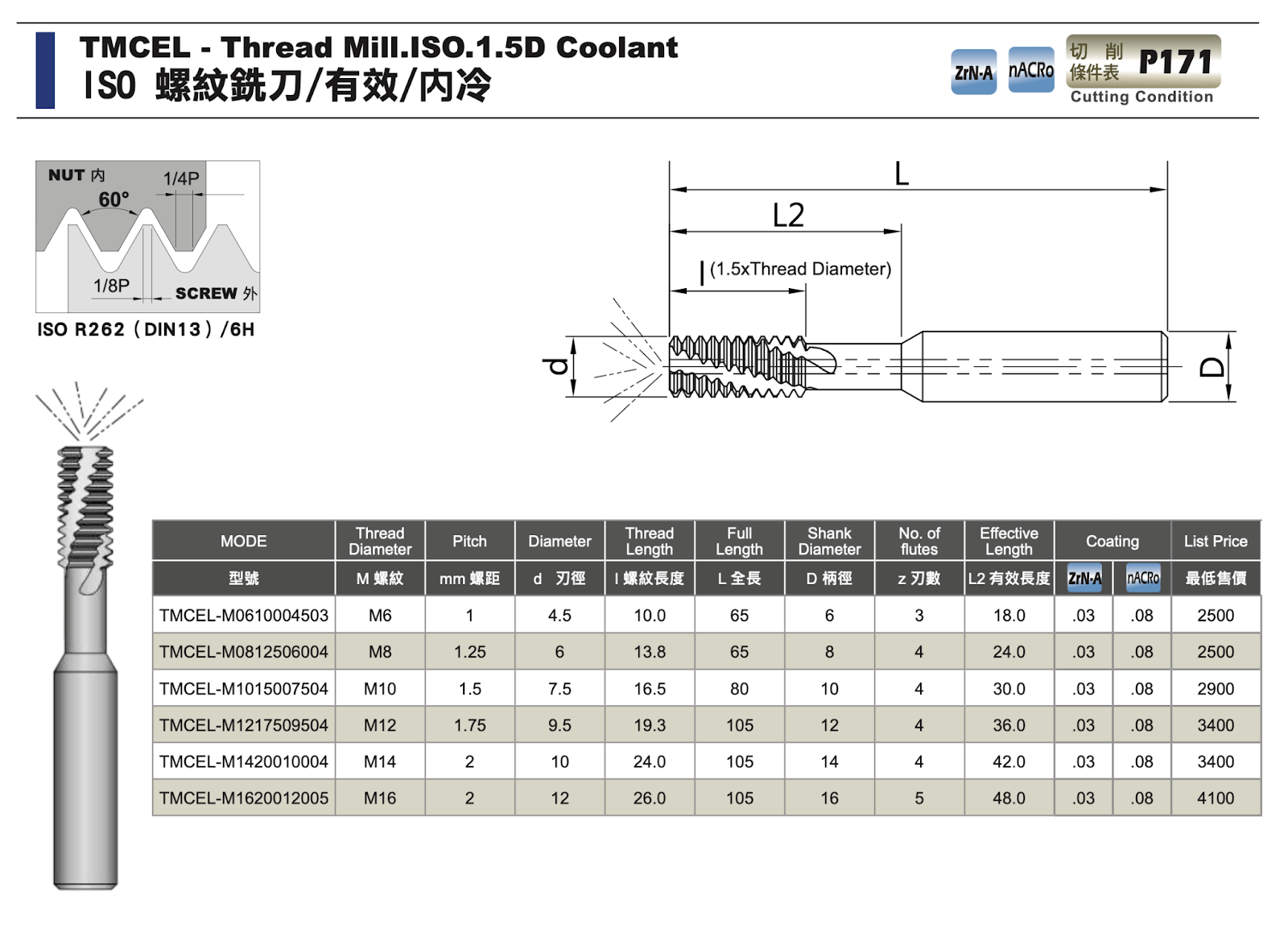
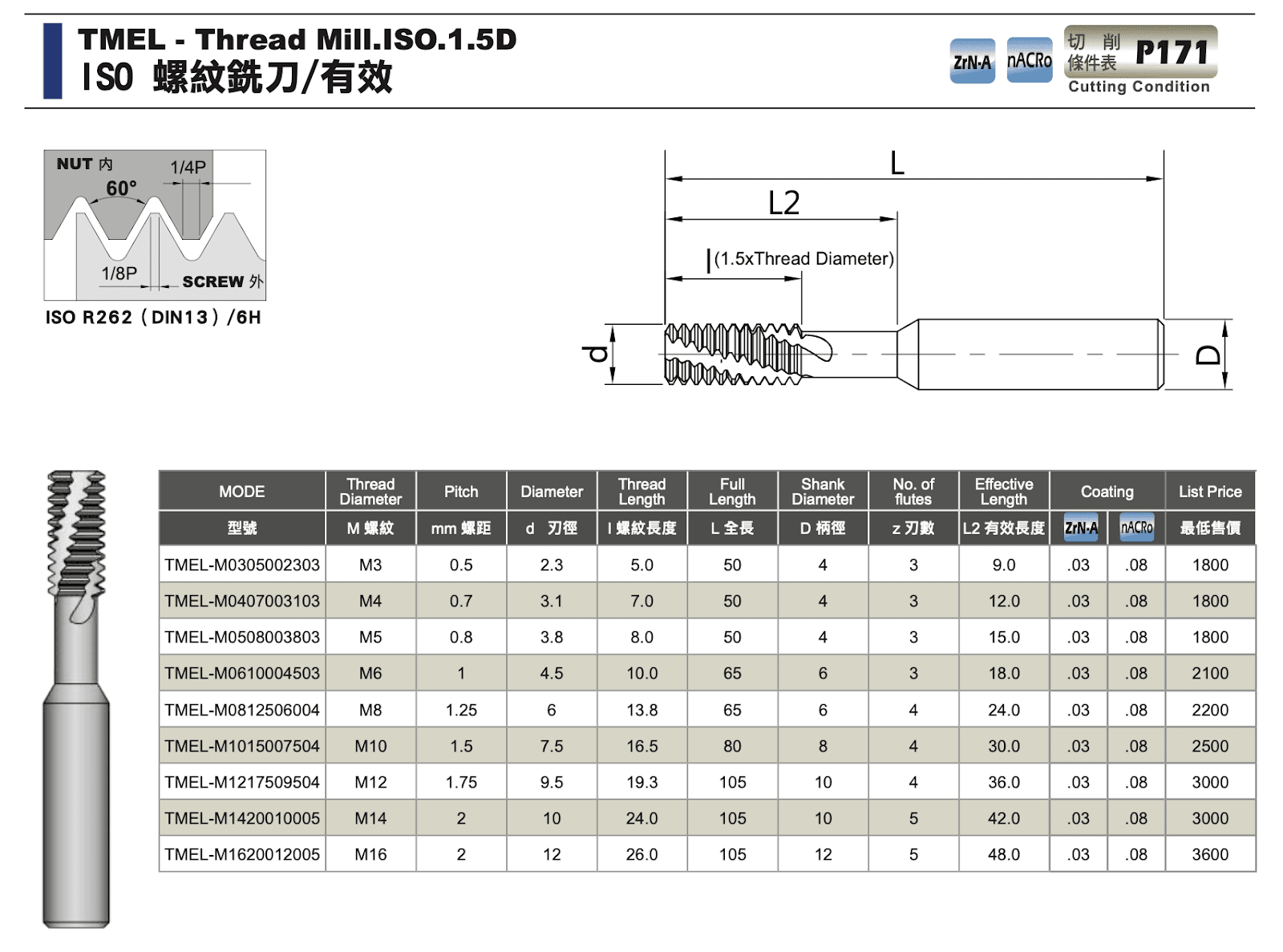
銑牙刀推薦1:ISO 螺紋銑刀
- 材質:鎢鋼
- 標準:ISO 公製
- 適用螺紋直徑:M3~M24
- 齒數:多排齒
- 適用工件材質:碳素鋼、合金鋼、不銹鋼、特殊合金、鈦合金
- 塗層:ZrN-A 或nACRo
- 規格表:
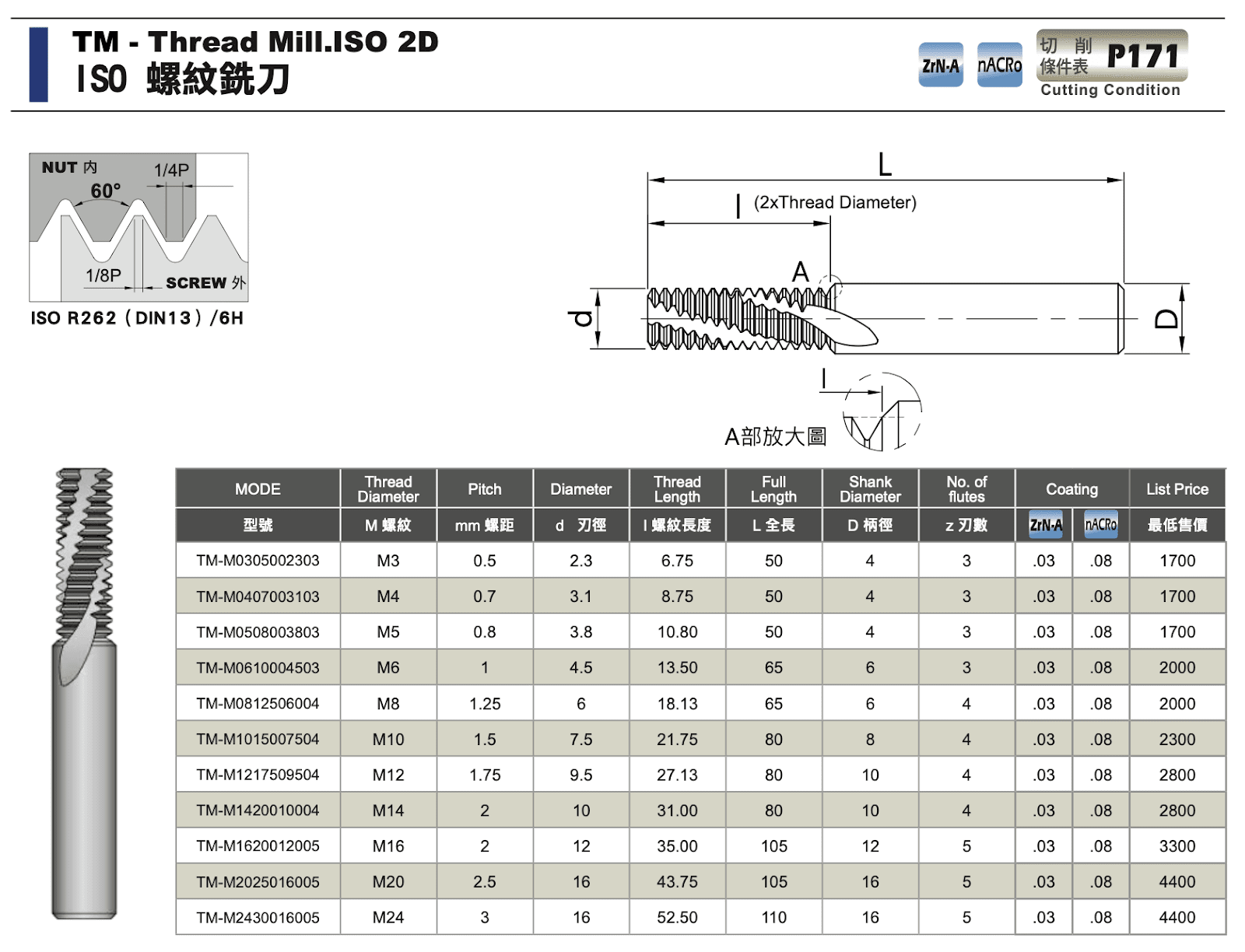
銑牙刀推薦2:ISO 螺紋銑刀/內冷
- 材質:鎢鋼
- 標準:ISO 公製
- 適用螺紋直徑:M6~M24
- 齒數:多排齒
- 適用工件材質:碳素鋼、合金鋼、不銹鋼、特殊合金、鈦合金
- 塗層:ZrN-A 或nACRo
- 規格
銑牙刀推薦3:ISO 螺紋銑刀/有效
- 材質:鎢鋼
- 標準:ISO 公製
- 適用螺紋直徑:M3~M24
- 齒數:多排齒
- 適用工件材質:碳素鋼、合金鋼、不銹鋼、特殊合金、鈦合金
- 塗層:ZrN-A 或nACRo
- 規格
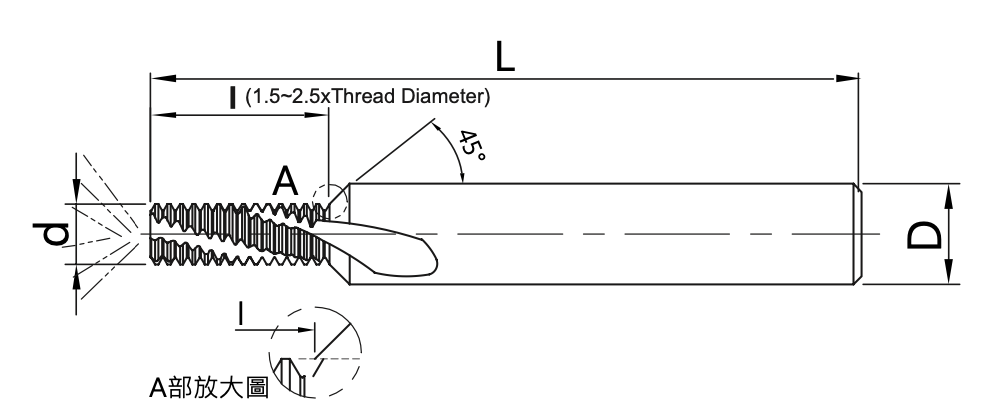
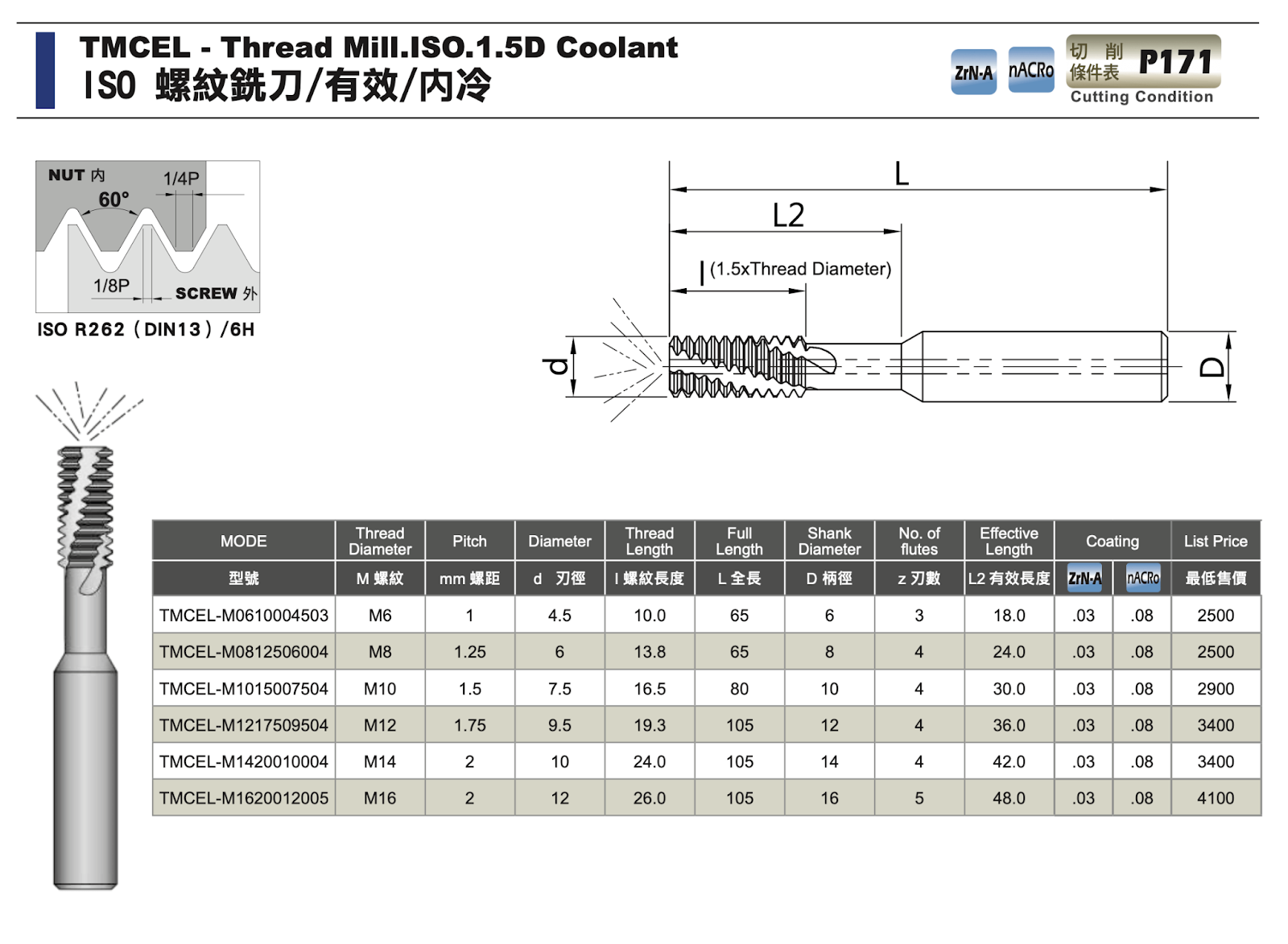
銑牙刀推薦4:ISO 螺紋銑刀/有效/內冷
- 材質:鎢鋼
- 標準:ISO 公製
- 適用螺紋直徑:M3~M16
- 齒數:多排齒
- 適用工件材質:碳素鋼、合金鋼、不銹鋼、特殊合金、鈦合金
- 塗層:ZrN-A 或nACRo
- 規格
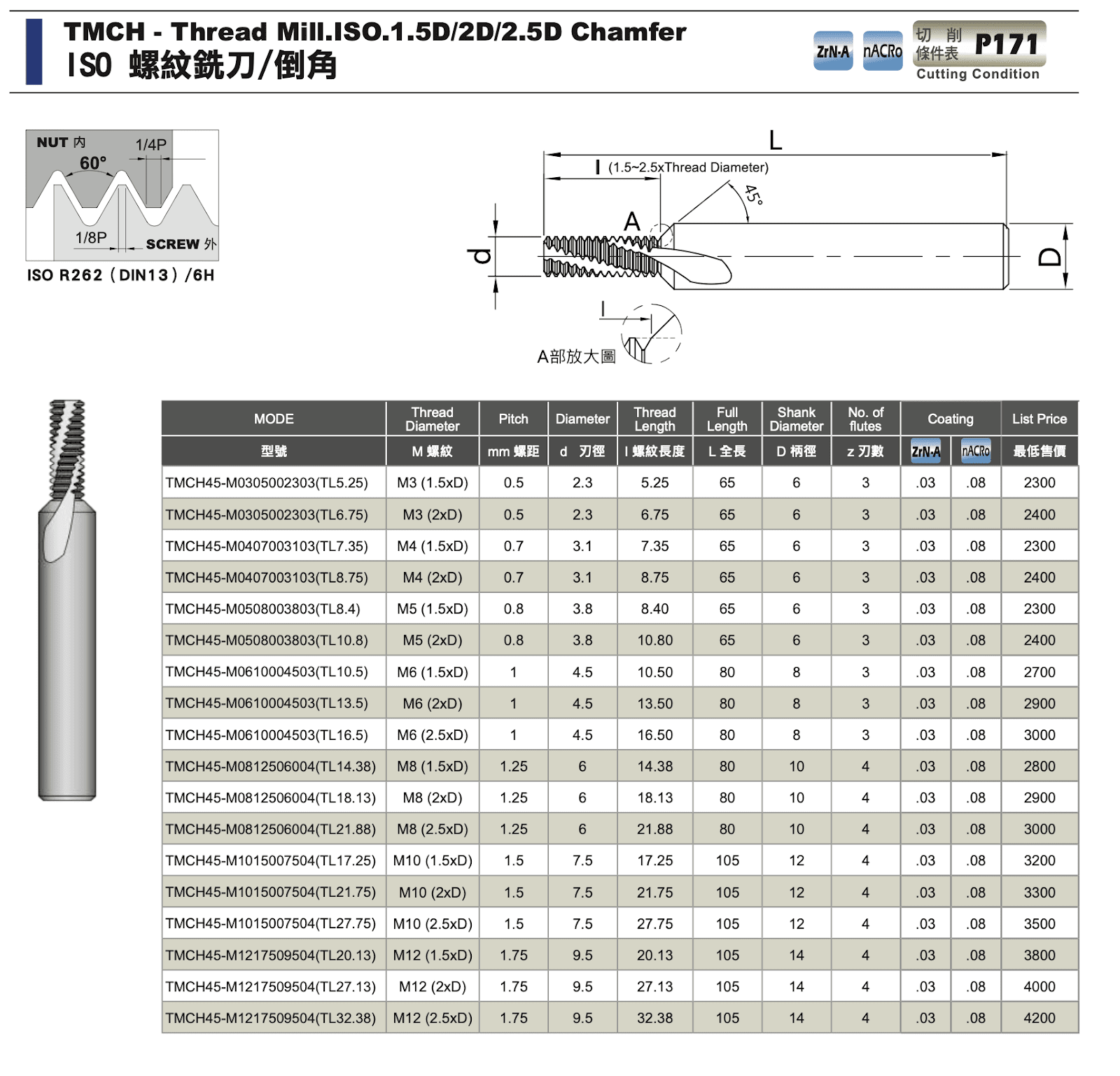
銑牙刀推薦5:ISO 螺紋銑刀/倒角
- 材質:鎢鋼
- 標準:ISO 公製
- 適用螺紋直徑:M3~M12
- 齒數:多排齒
- 適用工件材質:碳素鋼、合金鋼、不銹鋼、特殊合金、鈦合金
- 塗層:ZrN-A 或nACRo
- 規格
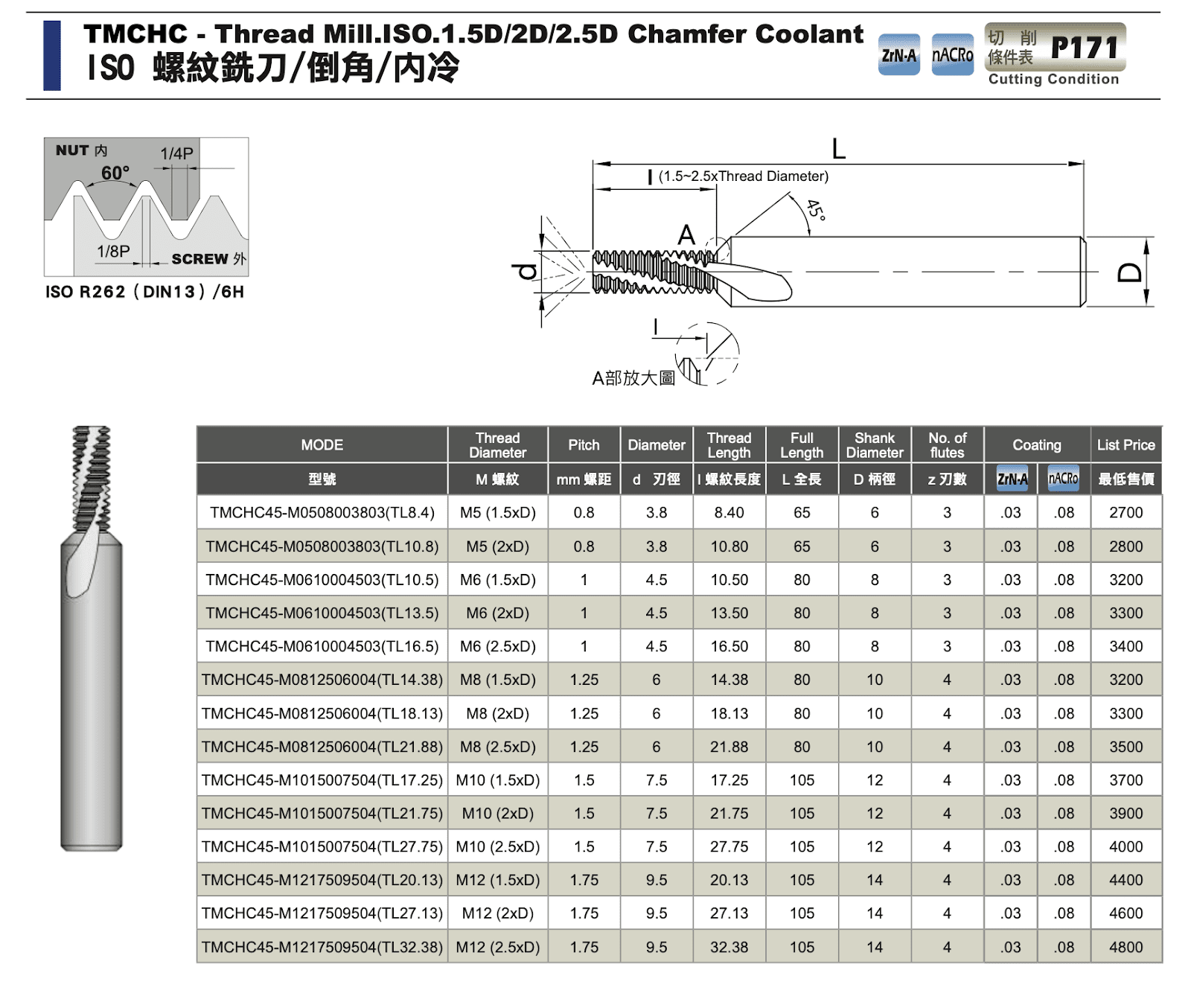
銑牙刀推薦6:ISO 螺紋銑刀/倒角/内冷
- 材質:鎢鋼
- 標準:ISO 公製
- 適用螺紋直徑:M5~M12
- 齒數:多排齒
- 適用工件材質:碳素鋼、合金鋼、不銹鋼、特殊合金、鈦合金
- 塗層:ZrN-A 或nACRo
- 規格
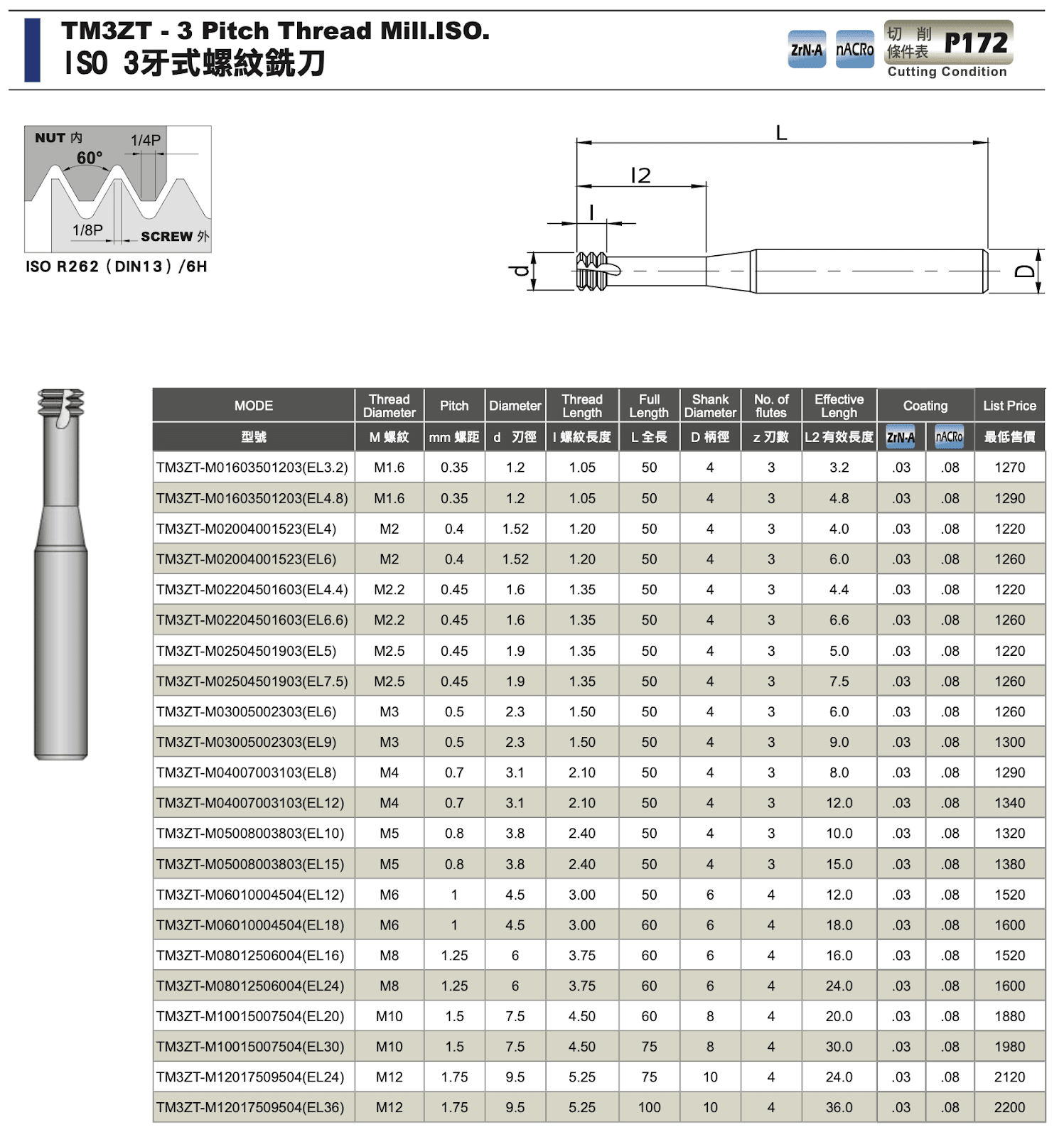
銑牙刀推薦7:ISO 3牙式螺紋銑刀
- 材質:鎢鋼
- 標準:ISO 公製
- 適用螺紋直徑:M1.6~M12
- 齒數:3排齒
- 適用工件材質:碳素鋼、合金鋼、不銹鋼、鑄鐵、石墨鑄鐵、鋁鎂合金、鈦合金
- 塗層:ZrN-A 或nACRo
- 規格
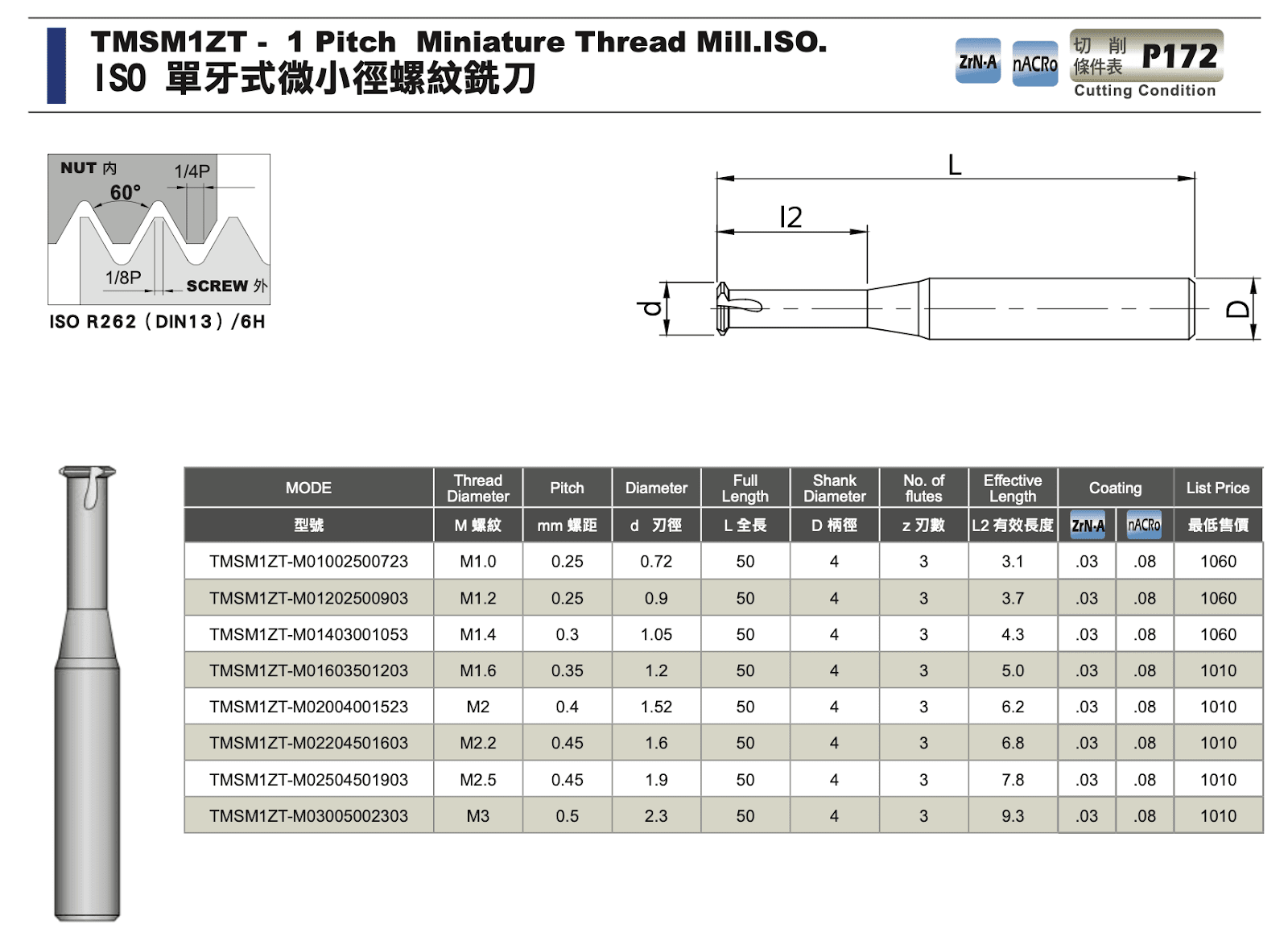
銑牙刀推薦8:ISO 單牙式微小徑螺紋銑刀
- 材質:鎢鋼
- 標準:ISO 公製
- 適用螺紋直徑:M1.0 ~M3
- 齒數:單排齒
- 適用工件材質:碳素鋼、合金鋼、不銹鋼、鑄鐵、石墨鑄鐵、鋁鎂合金、鈦合金
- 塗層:ZrN-A 或nACRo
- 規格
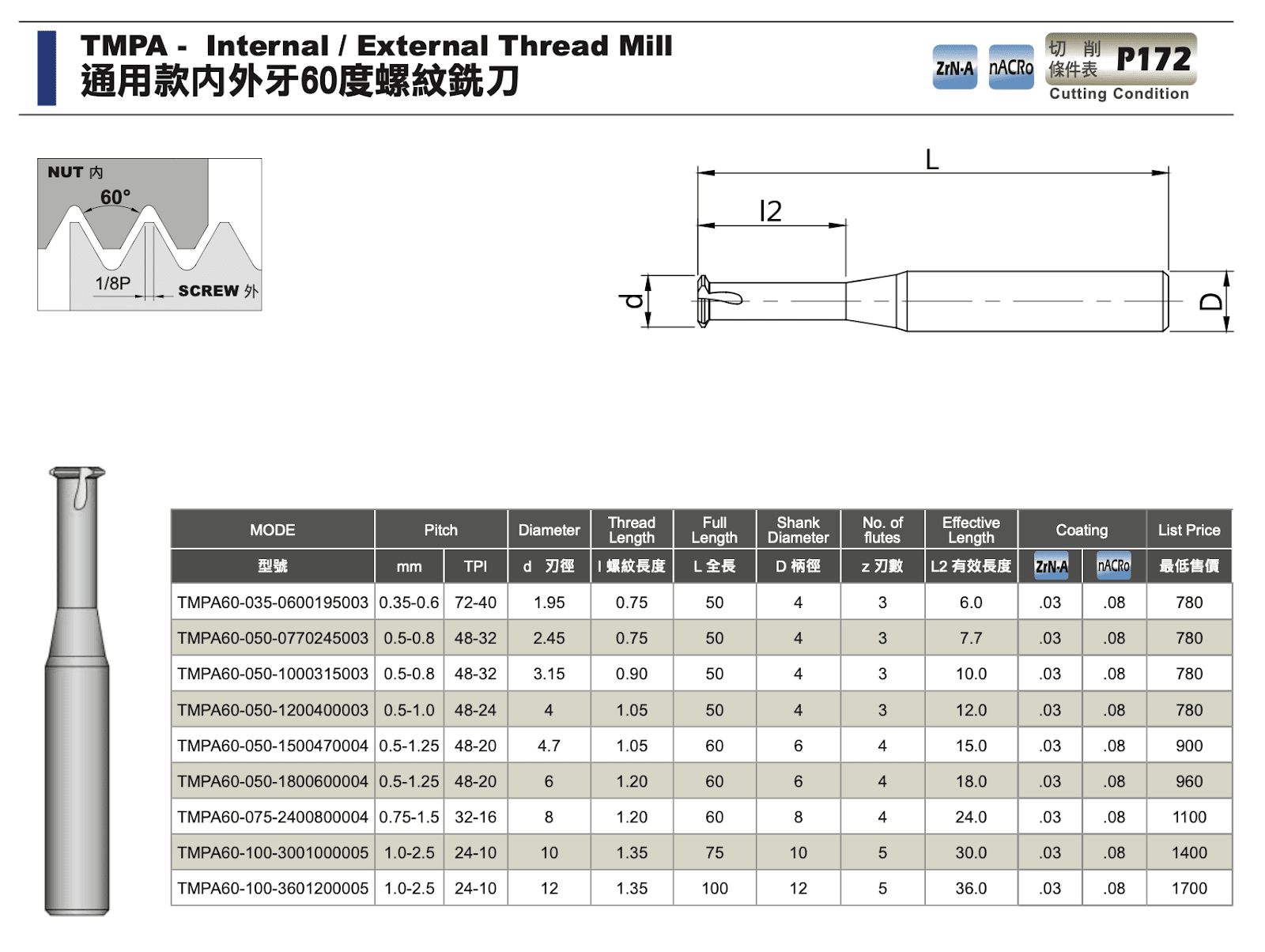
銑牙刀推薦9:通用款内外牙60度螺紋銑刀
- 材質:鎢鋼
- 標準:ISO 公製
- 適用螺紋直徑:通用款
- 齒數:單排齒
- 適用工件材質:碳素鋼、合金鋼、不銹鋼、鑄鐵、石墨鑄鐵、鋁鎂合金、鈦合金
- 塗層:ZrN-A 或nACRo
- 規格
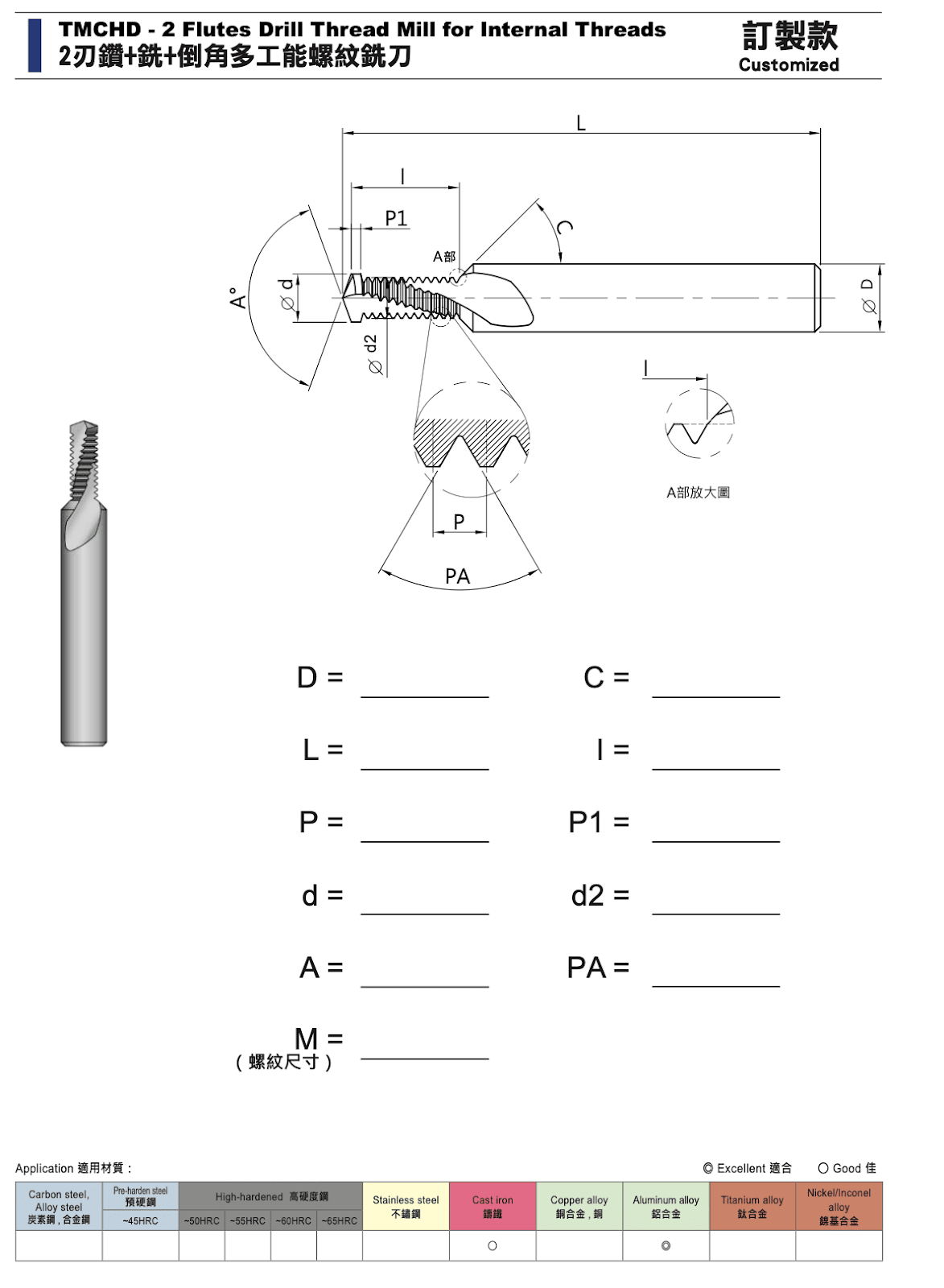
銑牙刀訂製推薦10:2刃鑽+銑+倒角多工能螺紋銑刀
- 材質:鎢鋼
- 齒數:多排齒
- 塗層:ZrN-A 或nACRo
- 適用工件材質:鑄鐵、鋁合金
- 規格可定制
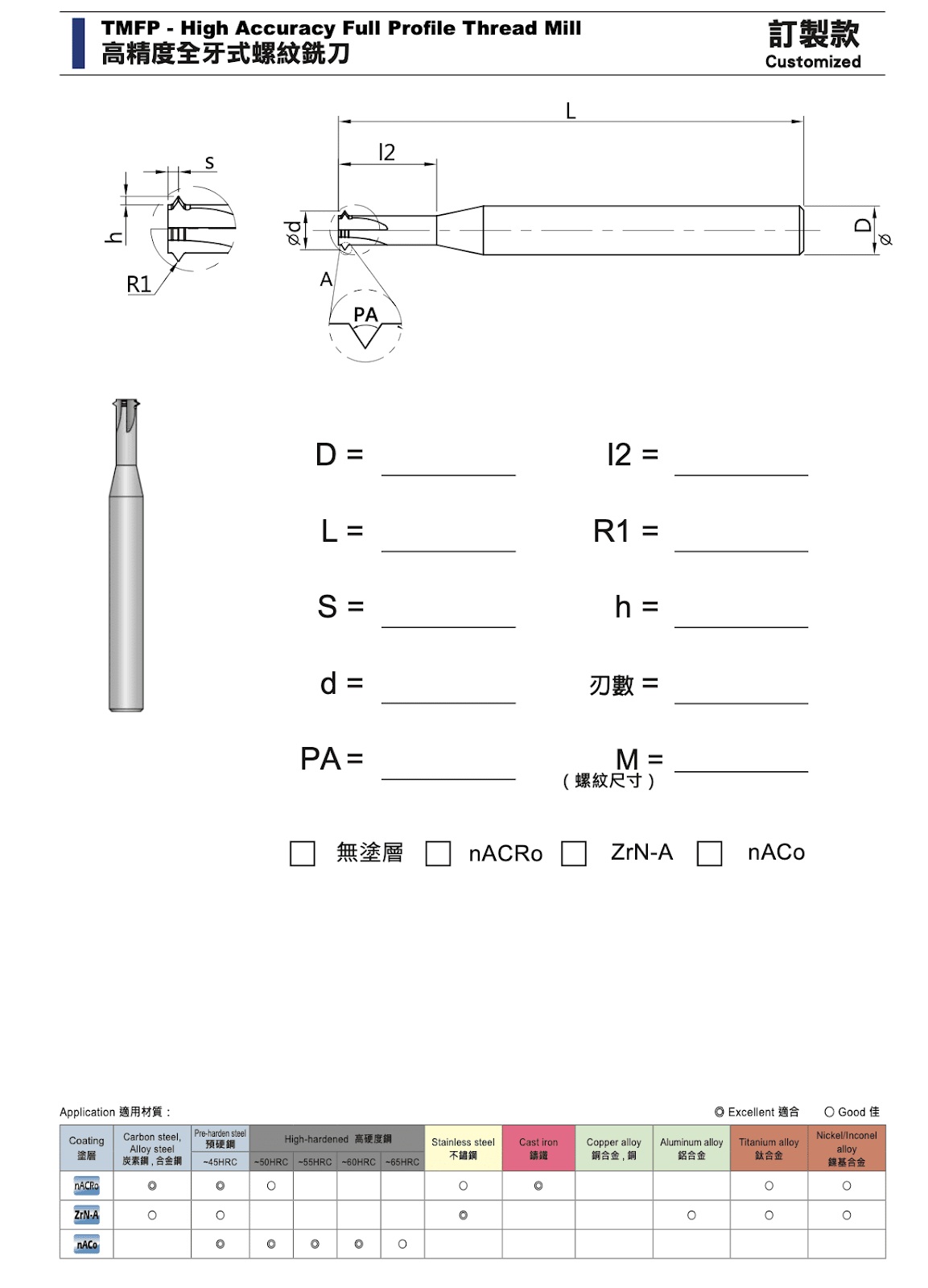
銑牙刀訂製推薦11:高精度全牙式螺紋銑刀
- 材質:鎢鋼
- 齒數:多排齒
- 塗層:ZrN-A、nACRo或nACO
- 適用工件材質:碳素鋼、合金鋼、預硬鋼、HRC50~HRC65的高硬度鋼、不銹鋼、鑄鐵、鋁鎂合金、鈦合金、鎳基合金
- 規格可定制
🚀 馬上諮詢,讓刀具幫你創造最大加工效益!
台灣切削刀具第一品牌震虎精密
🌍 全球 42 國信任、160 個銷售據點與全方位售後服務。
📉 想降低加工成本、提升效率?
🔧 有特殊加工需求卻找不到合適刀具?
🚚MOQ 1 件起訂・快速出貨!
想找高品質、高穩定刀具?震虎精密隨時為您提供建議!
更多銑牙刀的常見問題FAQ
Q1:使用銑牙刀的工件要求?
A1: 盡可能避免干涉邊緣,以確保刀具和刀柄的總長度盡可能短。穩固的工件夾持,避免振動。
Q2:與絲攻相比,使用螺紋銑刀有什麼優點?
與絲攻相比,螺紋銑刀在加工效率、螺紋品質、刀具壽命和應用範圍等方面都具有顯著優勢。最顯著的優勢是,螺紋銑刀加工穩定性高,即使斷刀,由於螺紋銑刀的外徑小於加工外徑,可以輕鬆取出而不會損壞工件,從而降低加工風險。