

鎢鋼鑽頭(Tungsten Carbide drill bits) 是切削刀具中,專門用來切削最堅硬的金屬材料,能夠在高溫與高速的進行鑽孔、擴孔、定位、深孔切削等用途,應付各種難切削材料的嚴荷加工作業。
這裡精選震虎精密的7大類、超過20種的鎢鋼鑽頭,匯整各種鎢鋼鑽頭的用途、硬度、適用材質等規格與關鍵資訊,一次滿足你對金屬材料鑽孔加工需求。
採購鎢鋼鑽頭,挑選的5大重點
被切削材質與塗層
不同的被削材需要使用不同塗層的鑽頭。例如,TB塗層適用於鋁合金,ZrN-A塗層適用於不銹鋼,nACRo塗層適用於平頭鑽。
鑽孔深度
選擇鑽頭時,需要考慮所需的鑽孔深度。例如,5xD 的鑽頭,可以鑽 5 倍於鑽頭直徑的深度。
冷卻方式
根據加工條件選擇乾式或濕式冷卻的鑽頭。例如,5PKC 和 8PKC 系列是帶有冷卻孔的鑽頭,適合濕式加工。
鑽頭形狀
除了標準的麻花鑽頭外,還有平頭鑽和定位鑽等特殊形狀的鑽頭,需要根據應用選擇。
切削條件
根據不同的被削材和鑽孔深度,需要調整轉速和進給速度等切削條件。建議參考廠商提供的產品目錄和切削條件表,選擇最適合的鎢鋼鑽頭。
鎢鋼鑽頭主要類型、適用材料、硬度和加工條件
高效泛用鎢鋼鑽頭 (High Performance)
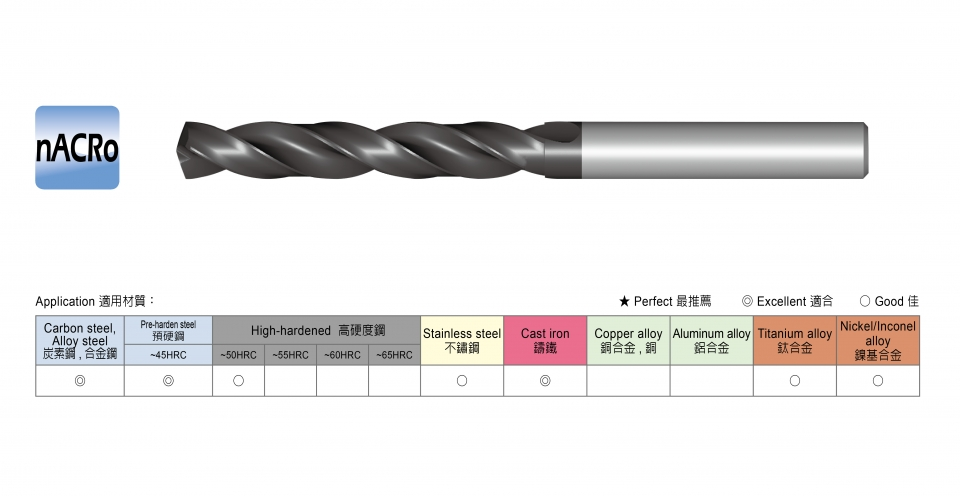
鑽頭特色
- 雙刃帶設計,孔壁更光潔,提高孔精密度
- 特殊溝型設計,提升剛性及優異排屑空間。
- 刃帶頂端位置改善,提高孔精密度。
鑽頭塗層
- nACRo
鑽頭尺寸範圍
- Size Range: Ø3-14mm
鑽尖角度
- Point Angle: 135º – 140º
鑽頭系列
- 5PK系列:高效泛用鎢鋼鑽頭
- 5PKC系列: 高效泛用內冷鎢鋼鑽頭
- 8PKC系列:高效泛用內冷鎢鋼鑽頭
應用材質
(⭑最推薦、◎適合、◯佳)
| 工件材料 | 硬度 | 適用性 |
| 碳素鋼 Alloy steel | ◎ | |
| 合金鋼 Pre-harden steel | ~45HRC | ◎ |
| 預硬鋼 High-hardened | ~50HRC | ◯ |
| 高度硬鋼 High-hardened | ~50HRC | |
| 高度硬鋼 High-hardened | ~55HRC | |
| 高度硬鋼 High-hardened | ~60HRC | |
| 高度硬鋼 High-hardened | ~65HRC | |
| 不鏽鋼 Cast iron | ◯ | |
| 鑄鐵 Copper ally | ◎ | |
| 銅合金/銅 Copper ally | ||
| 鋁合金 Alumiunm ally | ||
| 鈦合金 Titanium alloy | ◯ | |
| 鎳基合金 Nickel/Inconel ally | ◯ |
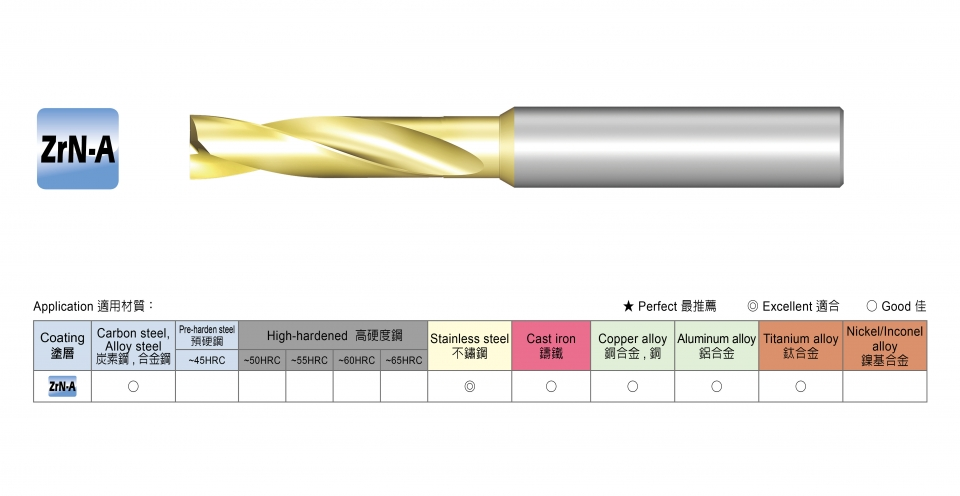
不鏽鋼專用鎢鋼鑽頭
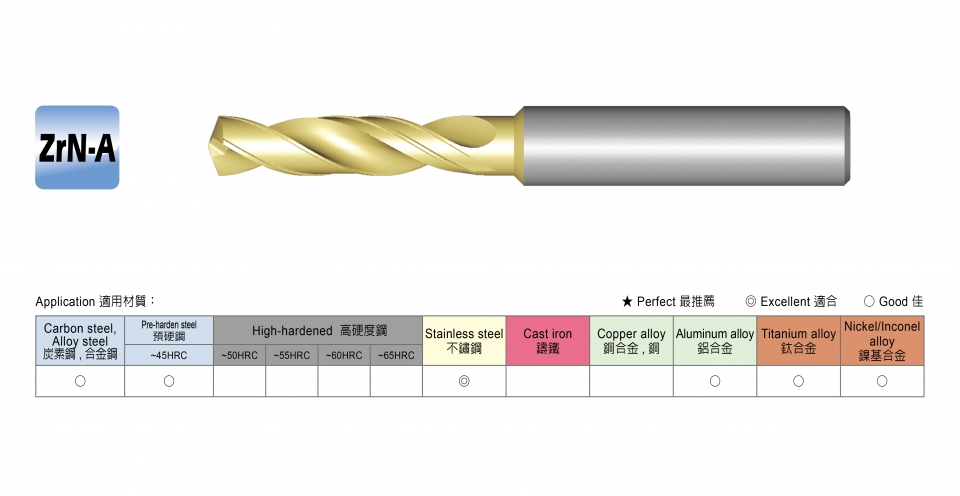
鑽頭特色
- 三刃帶不對稱設計,孔壁光潔,有效抗震,提高孔精密度。
- 不等分割幾何設計,提升抗震與排屑能力
- 刃帶頂端位置改善,提高孔精密度。
鑽頭塗層
- ZrN-A
鑽頭尺寸範圍
- Size Range: Ø3-16mm
鑽尖角度
- Point Angle: 135º – 140º
鑽頭系列
- 3SN系列:3倍直徑的不鏽鋼專用鎢鋼鑽頭
- 5SN系列: 5倍直徑的不鏽鋼專用鎢鋼鑽頭
- 5SNC系列:5倍直徑的內冷不鏽鋼專用鎢鋼鑽頭
- 8SNC系列:8倍直徑的內冷不鏽鋼專用鎢鋼鑽頭
應用材質:
(⭑最推薦、◎適合、◯佳)
| 工件材料 | 硬度 | 適用性 |
| 碳素鋼 Alloy steel | ◯ | |
| 合金鋼 Pre-harden steel | ~45HRC | ◯ |
| 預硬鋼 High-hardened | ~50HRC | |
| 高度硬鋼 High-hardened | ~50HRC | |
| 高度硬鋼 High-hardened | ~55HRC | |
| 高度硬鋼 High-hardened | ~60HRC | |
| 高度硬鋼 High-hardened | ~65HRC | |
| 不鏽鋼 Cast iron | ⭑ | |
| 鑄鐵 Copper ally | ||
| 銅合金/銅 Copper ally | ||
| 鋁合金 Alumiunm ally | ◯ | |
| 鈦合金 Titanium alloy | ◯ | |
| 鎳基合金 Nickel/Inconel ally | ◯ |
延伸閱讀:專業的八大不鏽鋼加工方式
鋁合金專用鎢鋼鑽頭
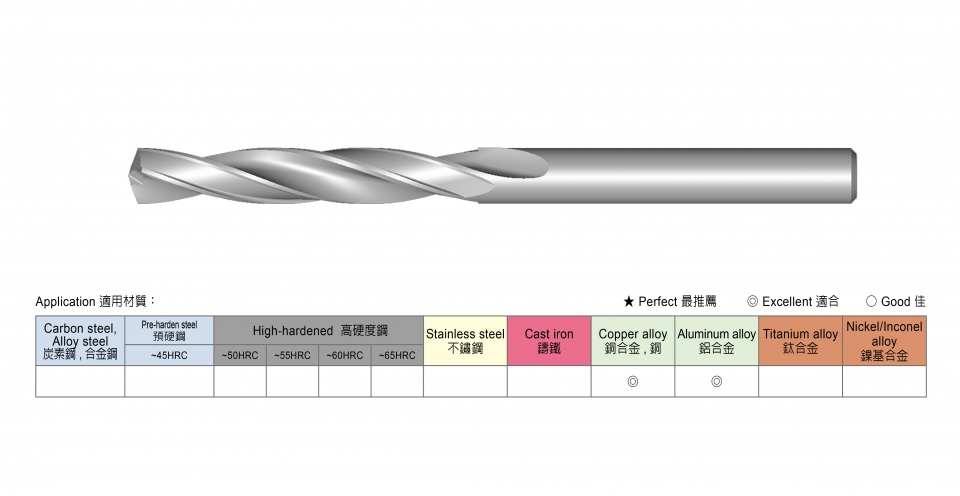
鑽頭特色
- 雙刃帶設計,第二刃帶有切削角,孔壁光潔,提高孔精密度。
- 高剛性設計,增加排屑能力
- 刃帶頂端位置改善,提高孔精密度。
鑽頭塗層
- 無塗層白刀
- TB
鑽頭尺寸範圍
- Size Range: Ø3-12mm
鑽尖角度
- Point Angle: 130º – 140º
鑽頭系列
- 5AL 系列: 5倍直徑的鋁合金專用鎢鋼鑽頭
- 5ALC系列:5倍直徑的內冷鋁合金專用鎢鋼鑽頭
- 8ALC系列:8倍直徑的內冷鋁合金專用鎢鋼鑽頭
應用材質
(⭑最推薦、◎適合、◯佳)
| 工件材料 | 硬度 | 適用性 |
| 碳素鋼 Alloy steel | ||
| 合金鋼 Pre-harden steel | ~45HRC | |
| 預硬鋼 High-hardened | ~50HRC | |
| 高度硬鋼 High-hardened | ~50HRC | |
| 高度硬鋼 High-hardened | ~55HRC | |
| 高度硬鋼 High-hardened | ~60HRC | |
| 高度硬鋼 High-hardened | ~65HRC | |
| 不鏽鋼 Cast iron | ||
| 鑄鐵 Copper ally | ||
| 銅合金/銅 Copper ally | ⭑ | |
| 鋁合金 Alumiunm ally | ⭑ | |
| 鈦合金 Titanium alloy | ||
| 鎳基合金 Nickel/Inconel ally |
高硬度鋼專用鎢鋼鑽頭
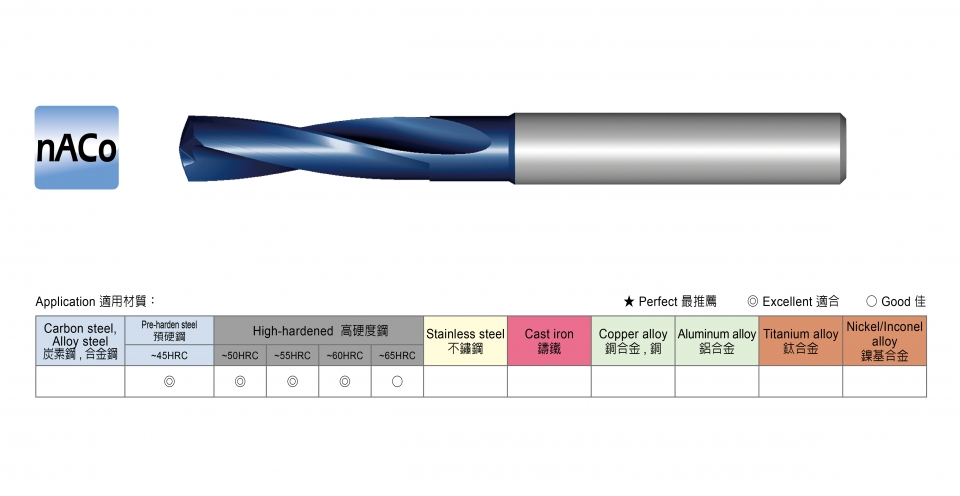
鑽頭特色
- 低螺旋,提高剛性。
- 特殊溝型、心厚加大設計,針對高硬度材料HRC45以上設計,提升切削性能。
- 專利塗層,強化本體,提升刀具壽命。
鑽頭塗層
- nACo
鑽頭尺寸範圍
- Size Range: Ø3-14mm
鑽尖角度
- Point Angle: 140º
鑽頭系列
- 3HD 系列: 3倍直徑的高硬度鋼專用鎢鋼鑽頭
應用材質
(⭑最推薦、◎適合、◯佳)
| 工件材料 | 硬度 | 適用性 |
| 碳素鋼 Alloy steel | ||
| 合金鋼 Pre-harden steel | ~45HRC | |
| 預硬鋼 High-hardened | ~50HRC | ◎ |
| 高度硬鋼 High-hardened | ~50HRC | ◎ |
| 高度硬鋼 High-hardened | ~55HRC | ◎ |
| 高度硬鋼 High-hardened | ~60HRC | ◎ |
| 高度硬鋼 High-hardened | ~65HRC | ◯ |
| 不鏽鋼 Cast iron | ||
| 鑄鐵 Copper ally | ||
| 銅合金/銅 Copper ally | ||
| 鋁合金 Alumiunm ally | ||
| 鈦合金 Titanium alloy | ||
| 鎳基合金 Nickel/Inconel ally |
平頭鑽 (Flat Drill)
鑽頭特色
- 特殊溝型設計,提升排屑能力、有效斷屑與強化刀刃口。
- 低螺旋高剛性,防崩角、保護尖角,提升抗崩性。
- 多功能用塗,適用於多種鑽孔應用,如傾斜表面、曲面、平底孔、偏心孔等

鑽頭塗層
- ZrN-A
鑽頭尺寸範圍
- Size Range: Ø3-16mm
鑽尖角度
- Point Angle: 180º
鑽頭系列
- 2FD 系列: 2倍直徑的平頭鎢鋼鑽頭
- 4FD 系列: 4倍直徑的平頭鎢鋼鑽頭
- 3FDC 系列: 3倍直徑的內冷平頭鎢鋼鑽頭
- 5FDC 系列: 5倍直徑的內冷平頭鎢鋼鑽頭
應用材質
(⭑最推薦、◎適合、◯佳)
| 工件材料 | 硬度 | 適用性 |
| 碳素鋼 Alloy steel | ◯ | |
| 合金鋼 Pre-harden steel | ~45HRC | |
| 預硬鋼 High-hardened | ~50HRC | |
| 高度硬鋼 High-hardened | ~50HRC | |
| 高度硬鋼 High-hardened | ~55HRC | |
| 高度硬鋼 High-hardened | ~60HRC | |
| 高度硬鋼 High-hardened | ~65HRC | |
| 不鏽鋼 Cast iron | ◎ | |
| 鑄鐵 Copper ally | ◯ | |
| 銅合金/銅 Copper ally | ◯ | |
| 鋁合金 Alumiunm ally | ◯ | |
| 鈦合金 Titanium alloy | ◯ | |
| 鎳基合金 Nickel/Inconel ally |
定位鑽 (Position Drill)

鑽頭特色
- 適用於各式鋼鐵材料定位鑽孔。
- 低螺旋,提高剛性。
- 特殊溝型、心厚加大設計,針對高硬度材料HRC45以上設計,提升切削性能。
- 專利塗層,強化本體,提升刀具壽命。
鑽頭塗層
- 無塗層
- ZrN-A
- TiCN (長柄)
鑽頭尺寸範圍
- Size Range: Ø3-20mm
鑽頭系列
- PDST 定位鑽系列
- PDST 長柄定位鑽系列

應用材質
- 碳鋼、低合金鋼、高合金鋼、不銹鋼、硬化鋼、鑄鐵。
定點鑽/倒角刀 刀具組
鑽頭特色
- 適用於各種倒角加工及NC定點鑽。
- 刀片可轉位四個角,減少刀具成本。
- 新型刀片定位方式,刀片自定中心,提升穩定性,大幅延長刀具壽命。
- 新表面塗層SH+ZrN ,提升潤滑性、降低了摩擦,提高切削性能。
- 榮獲 2020 台灣精品獎

定點鑽使用影片
鎢綱鑽頭關鍵重點總結
- 在選擇鑽頭時,先確定加工材質,再根據加工需求選擇鑽頭型號。
- 鑽頭的鑽孔深度以xD表示,例如5xD代表鑽孔深度為鑽頭直徑的5倍。查看目錄選擇合適加工深度的鑽頭。
- 鑽頭的尺寸範圍,根據加工需求選擇鑽孔直徑合適的鑽頭尺寸,提升加工速度與效率。
- 鑽頭採用不同塗層,提高鑽頭的耐磨性和使用壽命。可對照產品目錄獲得塗層與加工材質適配建議。
關於鎢鋼鑽頭的常見問題FAQ
Q1: 鎢鋼鑽頭需要冷卻降溫嗎?
A1: 鎢鋼鑽頭在切削時會產生大量熱量,尤是在切削堅硬難切削的工件時,會選用內部都帶有冷卻液孔的鑽頭,達到降低高溫、提高性能,並延長鑽頭的使用壽命。
SpeedTiger 提供多款具有內冷通道的內冷型鎢鋼鑽頭,產品價格極且吸引力,更能協助你的加工更具有成本效益,建議你在堅硬難切削的加工時選用。
Q2: 我想鑽一個深30mm、直徑5mm的鋁合金孔,應該選擇什麼鎢鋼鑽頭?
要想在一個鋁合金工件上,鑽一個深 30mm、直徑 5mm 的圓孔,最佳的選擇是專為鋁合金設計,能夠一次加工到位的8倍直徑內冷鋁合金專用鎢鋼鑽頭。
Q3: 想要在曲面工件上面鑽孔,應該選擇什麼鎢鋼鑽頭?
想要在曲面、傾斜面等非水平面的工件上鑽孔,最佳的選擇是選用平頭鎢鋼鑽頭。
參考資料
» 更多推薦:
茶莊怎麼結合科技:3 步啟動電商、5 內容方法、4 實用工具一次看
最強機車 Carplay 推薦 TOP 5!頂規防水、太陽下也超清楚的導航神器這樣挑