
表面粗糙度,是在機械加工行業必需基本知識。
這篇文章,匯整如何運用在實際的機械加工與切削加工上實用的表面粗糙度知識點與重點。幫助你快速入門,同時附上表面粗糙度對照表與常用圖示符號,讓你需要時快速查找。
什麼是表面粗糙度?
表面粗糙度(Surface roughness),是指工件的表面在加工後的平滑程度。簡單來說,工件在加工過程,會因為加工切削、材質、震動等因素,造成表面不平滑的表面。
可能有肉眼就可看見的不平整,或是肉眼看起來平滑,但摸起來才可以感覺到粗糙的不平整。如果透過顯微鏡,放大倍數來觀看,就能看到工件的表面會有很多細微的波峰與峰谷的落差造成不平度。透過儀器量測的數值,就叫作「表面粗糙度」。
表面粗糙度的數字越小,表面越光滑;數字越大,表面越粗糙。
表面粗糙度及其在工業產品中的重要性?
表面粗糙度經常被用來評定金屬加工品質好壞的重要指標之一,而表面粗糙度好壞會影響該零件的磨擦、耐磨性、疲勞強度、配合穩定性、密封性等。
●影響零件如何配合在一起:
表面粗糙度會影響零件配合在一起的緊密程度和方式。例如,表面粗糙的兩個零件比表面光滑的兩個零件更容易磨損。
●影響零件的強度、耐用性與壽命:
表面粗糙度會影響零件的強度和耐用性。例如,表面粗糙的零件比表面光滑的零件更容易產生應力集中,這可能導致零件失效與使用壽命。
●影響零件對腐蝕和其他環境因素的抵抗力:
表面粗糙度會影響零件對腐蝕和其他環境因素的抵抗力。例如,表面粗糙的零件比表面光滑的零件更容易生鏽。
●影響零件的外觀:
表面粗糙度會影響零件的外觀。例如,表面光滑的零件通常被認為比表面粗糙的零件更美觀。
由於表面粗糙度會影響工業產品的許多不同方面,在加工與製造,是品質規格的重要一項。
表面粗糙度的單位 – Ra, Rz, Ry 三個表示方法與定義,先搞懂!
表面粗糙度指的是零件加工表面上,由較小間距和峰谷所組成的微觀幾何形狀特徵,是一種微觀幾何形狀誤差。表面粗糙度的單位是 µm (微米,千分之一毫米)。
本文內容參考 ISO 1302 國際標準化組織制定的表面粗糙度標準,是全球範圍內應用最廣泛的標準。
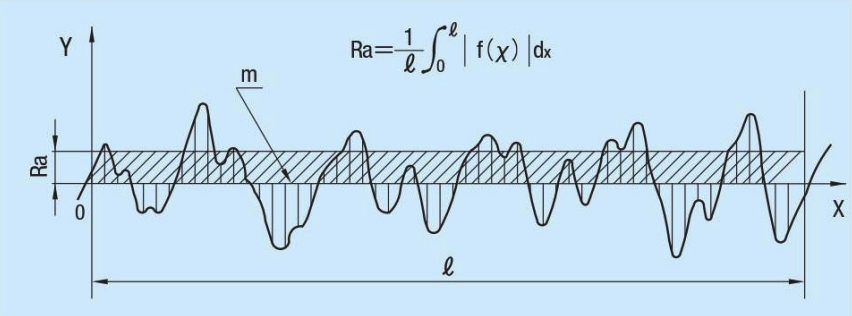
Ra 的定義 – 算術平均粗糙度Ra
在取樣長度內,將表面上的所有高低差取絕對值,然後求出平均值。Ra值越小,代表表面的高低差越小,表面越平滑;Ra值越大,代表表面的高低差越大,表面越粗糙。是衡量表面粗糙程度最常用的參數。
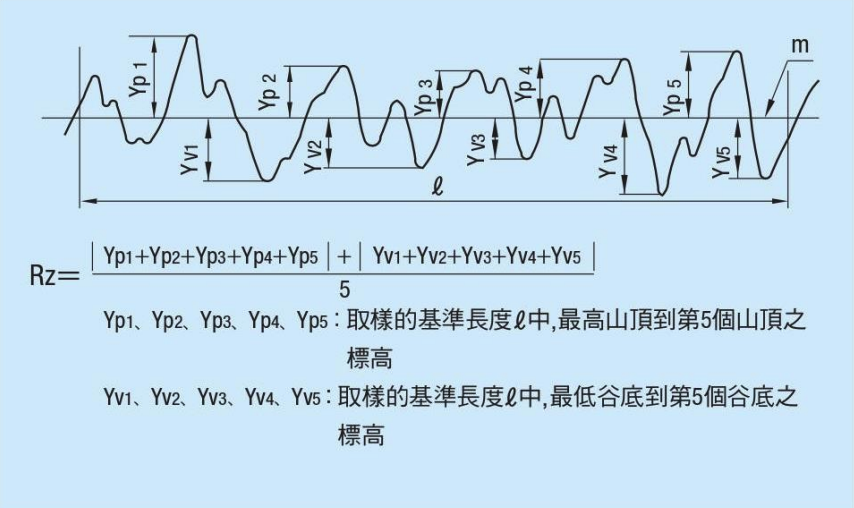
Rz 的定義 – 十點平均粗糙度 Rz
Rz值,全名為「十點平均粗糙度」,透過測量表面上最高的五個峰和最低的五個谷,然後將這些峰和谷的高度取平均值,最後將這兩個平均值相加得到的。
簡單來說,Rz值反映了表面上較大波峰和波谷的高度。相較於Ra值(算術平均粗糙度),Rz值更能反映表面上較大的不平整度,特別是那些孤立的峰和谷。
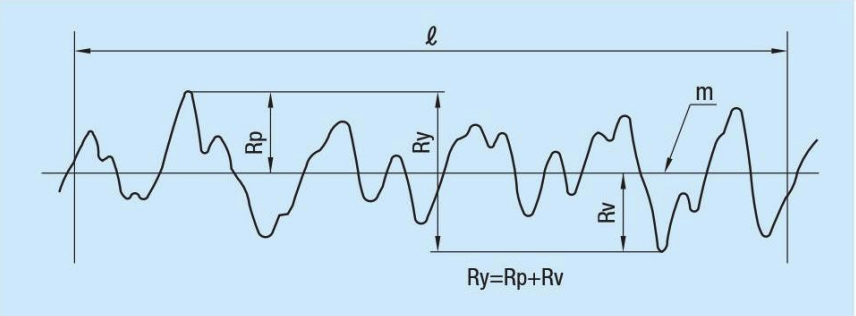
Ry 的定義 – 最大高度 Ry
Ry值,全名為「最大高度」,或標示成Rmax,是指一個表面上最高點和最低點之間的垂直距離。
想像一座山,Ry值就是這座山從山腳到山頂的高度。在表面粗糙度測量中,Ry值可以幫助我們了解一個表面的最大高度差,也就是說,它能告訴我們一個表面上最粗糙的部分有多粗糙。
Ra、Rz 與 Ry 三種表示的綜合比較
以下列出三種表面粗糙度的定義、計算方法與主要應用:
| 參數 | 定義 | 計算方式 | 主要應用 |
| Ra (算術平均粗糙度) | 反映表面整體的平均粗糙程度。 | 將表面上的所有高低差取絕對值,然後求出平均值。 | 廣泛用於評估表面整體的平整度,適用於大多數場合。 |
| Rz (十點平均粗糙度) | 反映表面上較大波峰和波谷的高度。 | 測量表面上最高的五個峰和最低的五個谷,然後將這些峰和谷的高度取平均值,最後將這兩個平均值相加得到的。 | 對表面上的缺陷(如劃痕、孔洞)比較敏感,常被用於檢測表面品質。 |
| Ry (最大高度) | 反映一個表面上最高點和最低點之間的垂直距離。 | 直接測量表面上最高點和最低點之間的距離。 | 評估表面上的最大高度差,用於評估表面缺陷,如坑洞、裂紋等。 |
3種粗糙度R,該選那一種?
在評做表面粗糙度,選擇建議:
- Ra:適用於大多數情況,用於評估表面整體的平整度。
- Rz:當需要關注表面上的大尺寸缺陷時,如劃痕、孔洞,選擇Rz更適合。
- Ry:當需要評估表面上的最大高度差時,如評估坑洞、裂紋等,選擇Ry更適合。
實務上,為了更全面地評估表面粗糙度,通常會同時使用Ra、Rz、Ry等多個參數。
表面粗糙度符號:切削加工必需懂的表面粗糙度符號與圖示!
表面粗糙度符號,是在工程圖紙上用來表示零件表面粗糙程度的標示。它能清楚地傳達給製造者有關零件表面品質的要求,確保產品符合設計標準。是切削加工技師一定要看的懂的符號!
表面粗糙度符號的6大組成
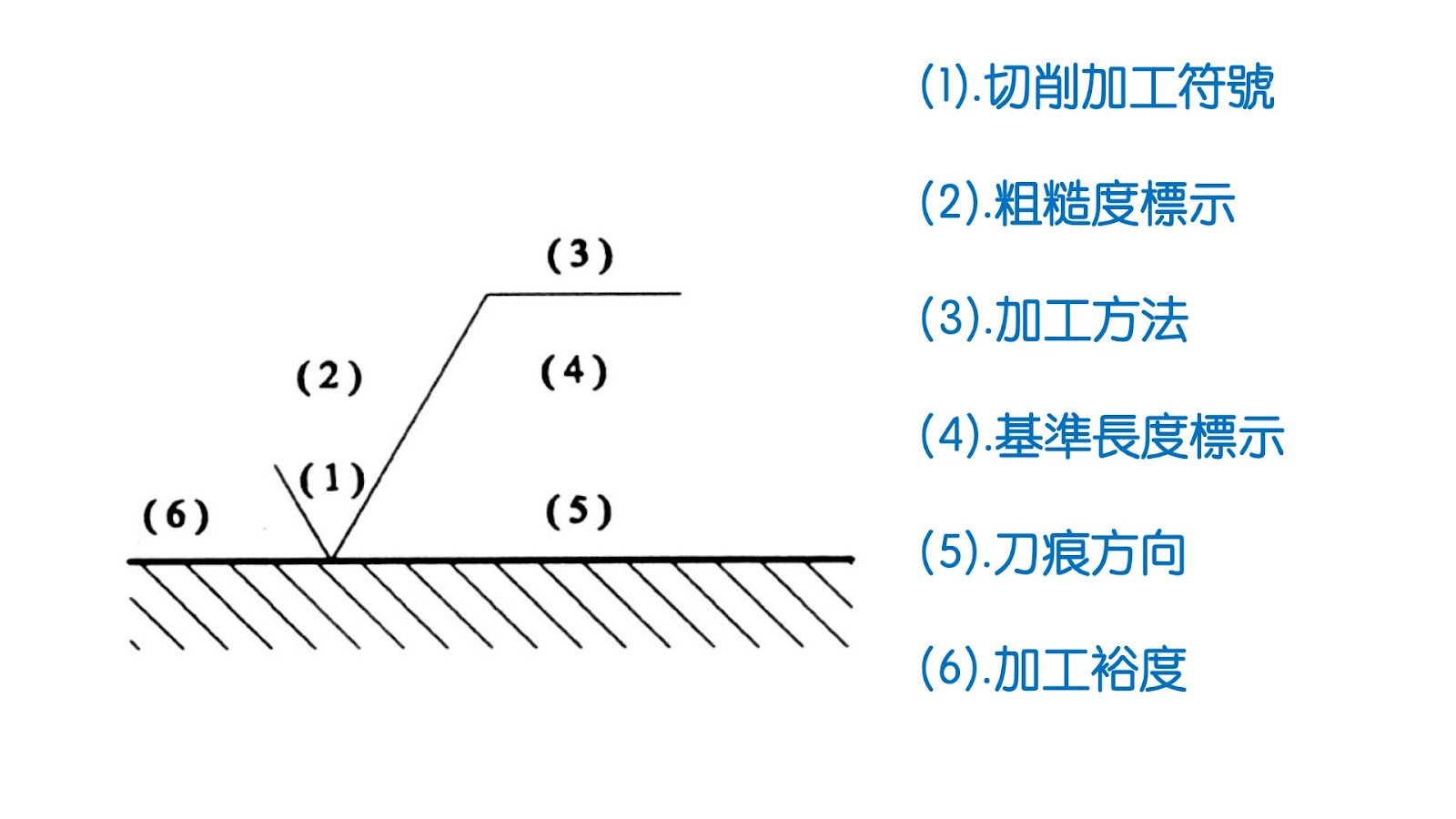
表面粗糙度的基本符號是一個不等邊的V字,週邊會有6個輔助符號,分別為:(1)切削加工符號、(2)粗糙度標示、(3)加工方法、(4)基準長度標示、(5)刀痕方向、(6)加工裕度。以下為這6個輔助符號作進一步說明,只要你能看的懂這表面粗糙度的符號,那切削加工的圖面就不難不倒你了。
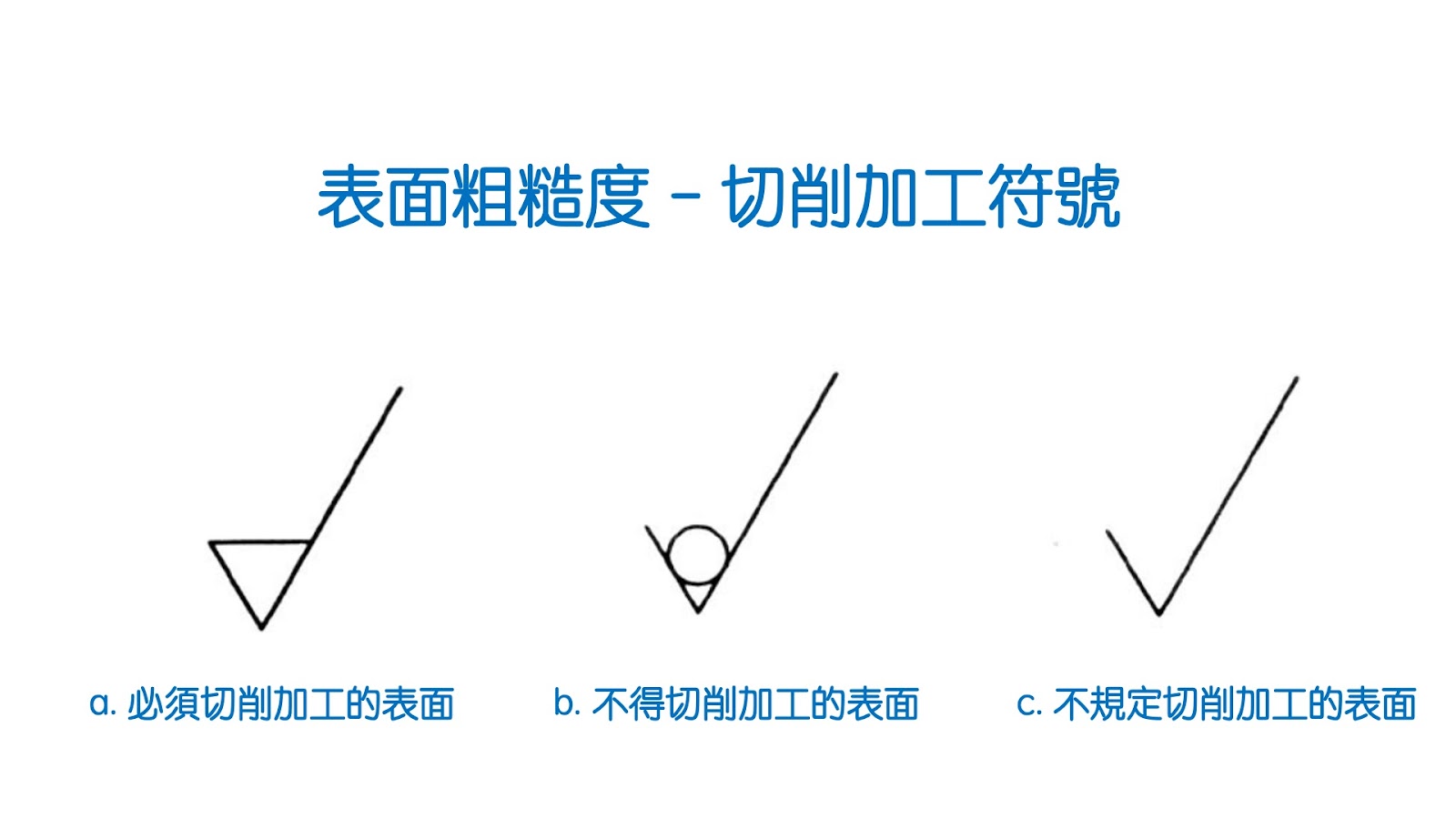
(1).切削加工符號
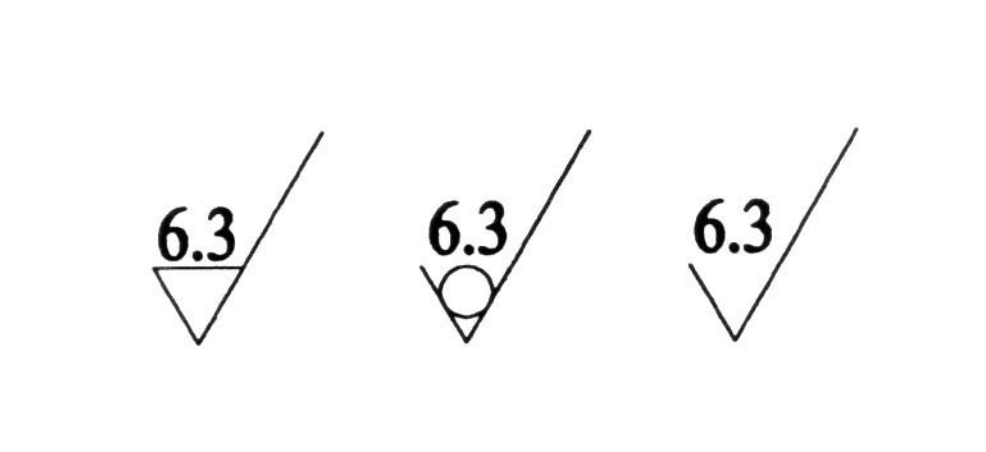
切削加工符號有3種:
- 必須切削加工的表面: 在基本符號上方加上一個短橫線,形成一個等邊三角形。
- 不得切削加工的表面: 在基本符號上方加上一個小圓圈。
- 不規定切削加工的表面: 基本符號上方不加任何記號。
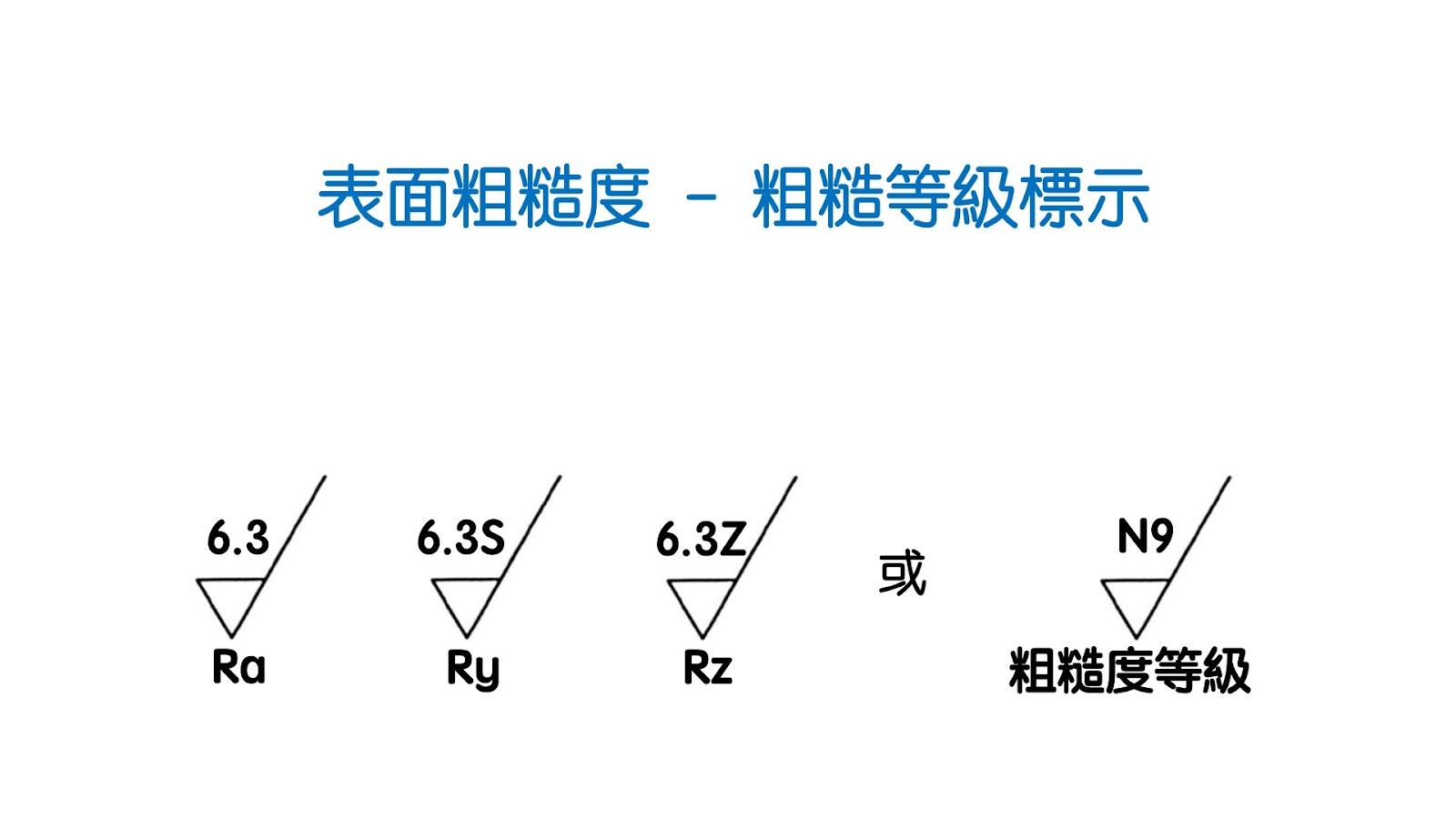
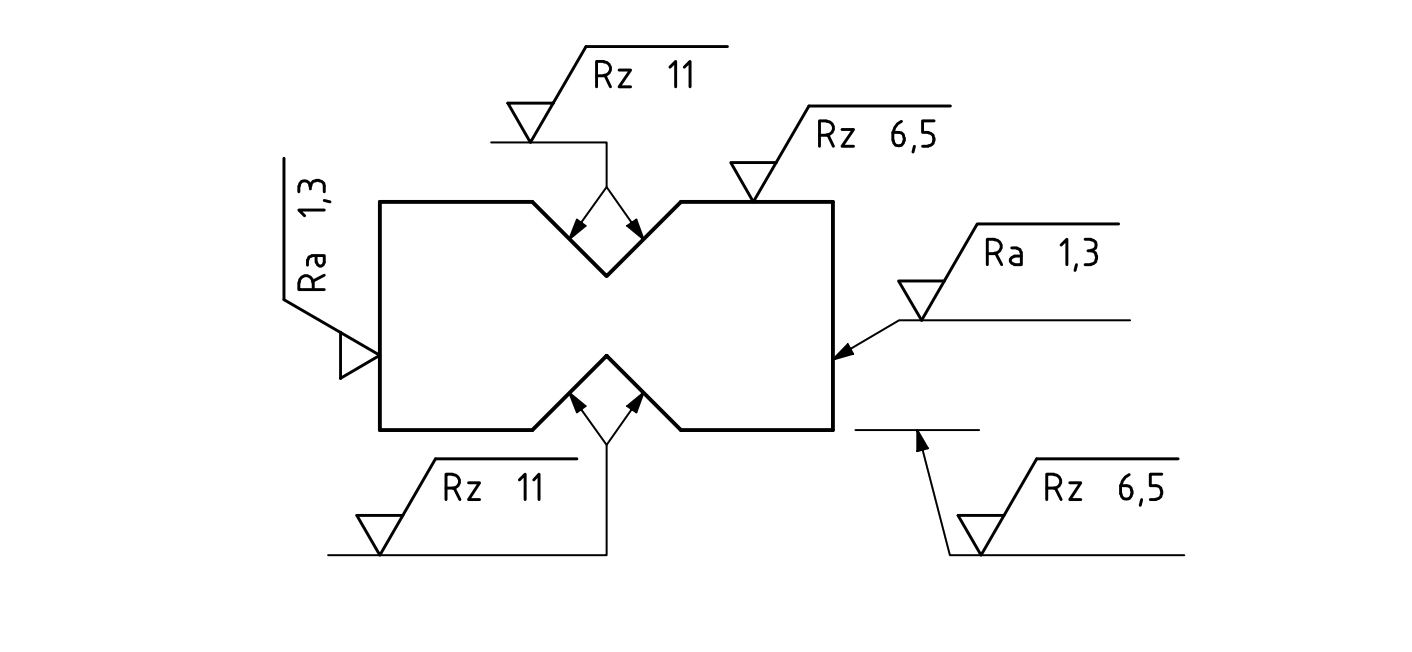
(2).粗糙度標示
粗糙等級標示
表面粗糙度可以Ra, Ry, Rz等種表示,也可以用粗糙度等級標示。
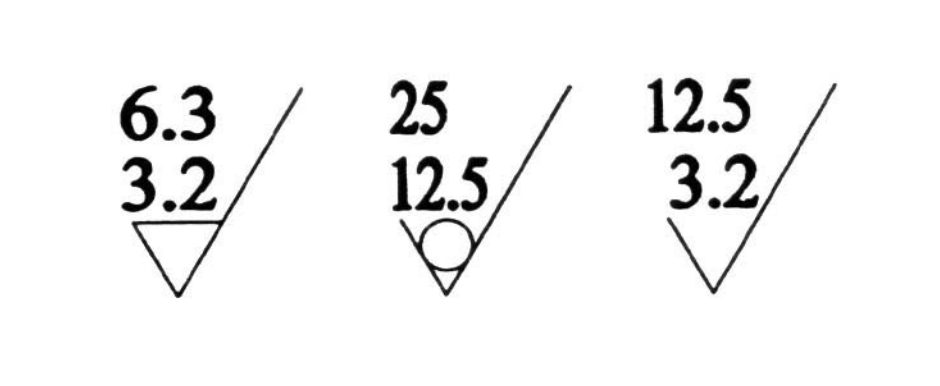
粗糙度上下限寫法
表面粗糙度的上下限寫法,有最大限界與上下限界兩種寫法:
- 最大限界:當粗糙度值只有一個數值時,表示表面粗糙度的最大限界。
- 上下限界:用兩組限界值上下並列,上面數值為最大限界,小面數值為最小限界。
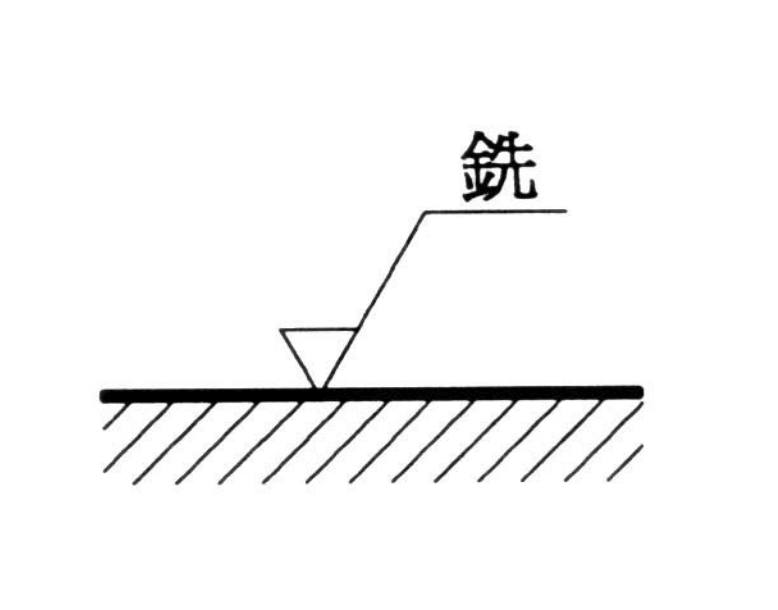
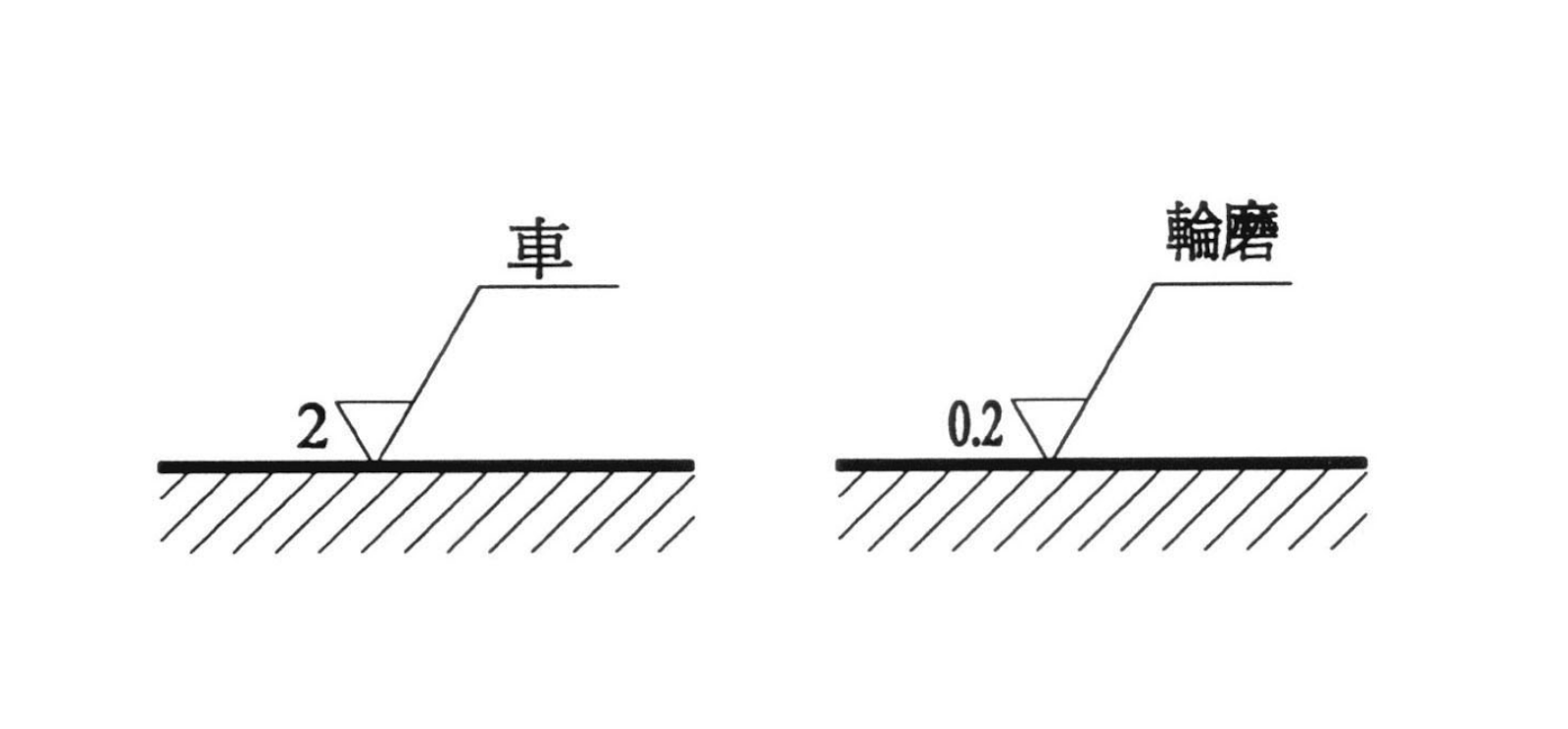
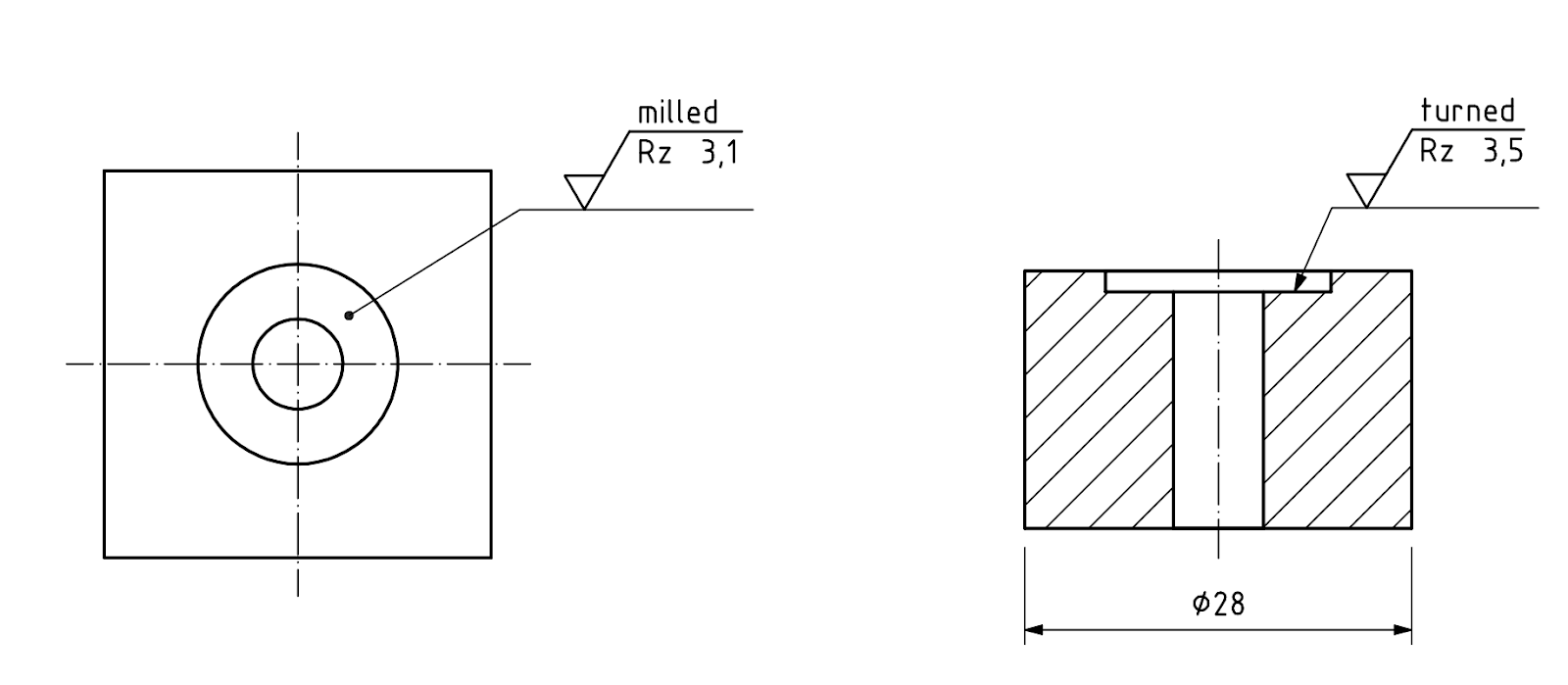
(3).加工方法
如果有指定加工方法,則在基本符號長邊的未端加一短線,在上方加註加工方法,例如:銑削、車削、鑽孔、搪孔、絞孔等等。
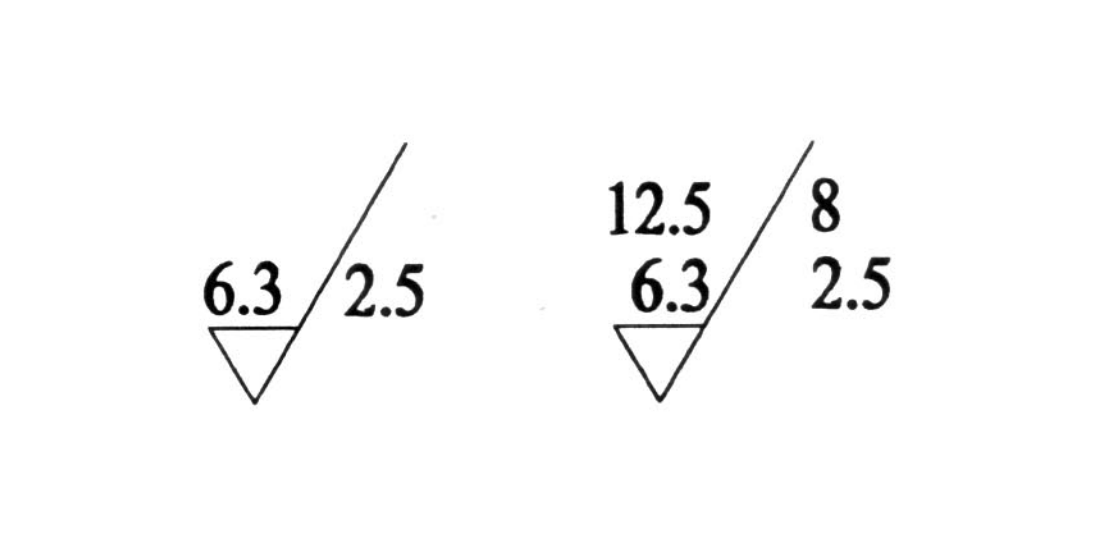
(4).基準長度標示
基準長度數值標示在v字長邊的右方,且下表面粗糙度數值的高度對齊。
(5).刀痕方向
如果有指定刀具進給方法,必需加註刀痕方向符號。刀痕方向號有 7 種,說明如下表。
| 符號 | 說明 | 圖示 |
| = | 刀痕方向與其所指加工面的邊緣平行。 | 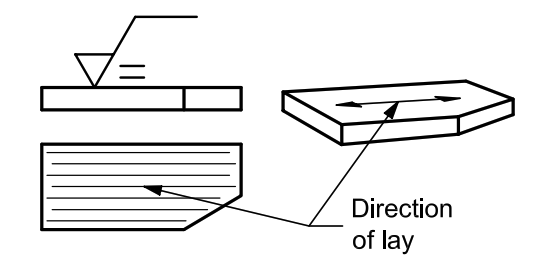 |
| ⊥ | 刀痕方向與其所指加工面的邊緣垂直。 | 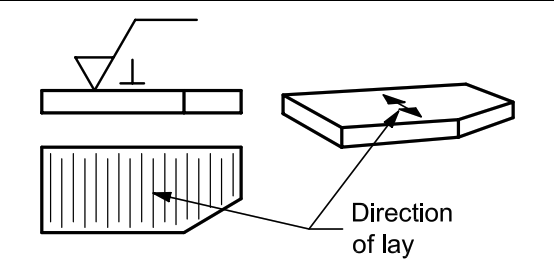 |
| × | 刀痕方向與其所指加工面的邊緣呈現兩方向傾斜交叉。 | 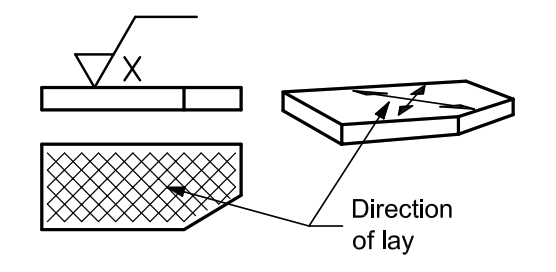 |
| M | 刀痕呈現多方向交叉。 | 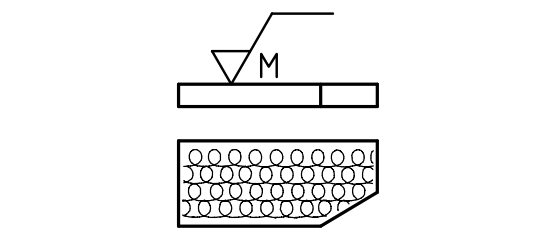 |
| C | 刀痕呈現同心圓狀。 | 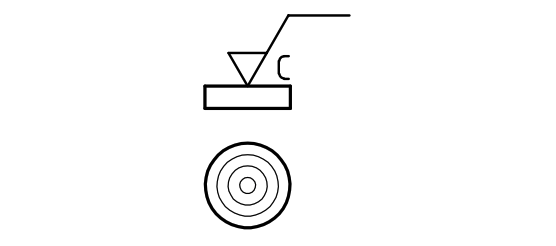 |
| R | 刀痕呈現放射狀。 | 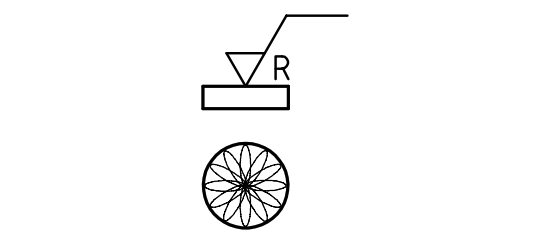 |
| P | 刀痕呈現顆粒狀、無方向性或突起狀. | 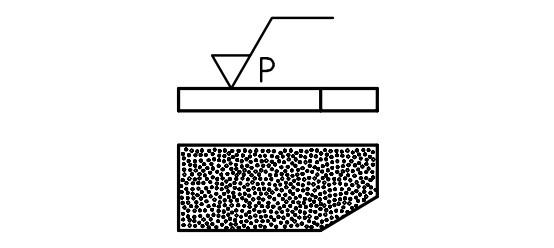 |
(6).加工裕度
加工裕度(allowance)指加工時裕留材料的厚度,標示在v字的短邊左側。
表面粗糙度符號標示在圖紙上的位置
表面粗糙度符號的標註位置在工件各加工面的輪廓線外、孔槽內、及最易識別之處。符號以登上及朝左為原則,如果表面傾斜方向或位置不佳時,可用引導線引出標註。
表面粗糙度如何影響機械加工?
表面粗糙度對零件性能的影響
- 摩擦與磨損: 表面越粗糙,摩擦力越大,零件磨損的速度就越快。這會導致零件壽命縮短,增加維修成本。
- 疲勞強度: 表面粗糙度會產生應力集中,降低零件的疲勞強度,更容易產生裂紋,導致零件失效。
- 密封性: 對於需要密封的零件,表面粗糙度過大會導致密封不嚴,影響設備的性能。
- 耐腐蝕性: 表面粗糙度大的零件更容易產生腐蝕,因為凹凸不平處更容易積聚污垢和水分。
- 美觀性: 表面粗糙度直接影響零件的外觀,對於一些對外觀有要求的零件,表面粗糙度過大會影響產品的價值。
表面粗糙度對加工過程的影響
- 刀具磨損: 表面粗糙度大的工件會加速刀具的磨損,增加刀具的更換頻率,提高加工成本。
- 加工精度: 表面粗糙度會影響加工精度,粗糙的表面會導致尺寸公差變大,形狀誤差增大。
- 加工效率: 對於一些精加工工藝,如研磨、拋光,表面粗糙度過大會降低加工效率。
影響表面粗糙度的因素
- 加工方法: 不同的加工方法會產生不同的表面粗糙度,例如車削、铣削、磨削等。
- 刀具材料和幾何形狀: 刀具的材料和幾何形狀會影響切削力、切屑形成和表面品質。
- 切削參數: 切削速度、進給量、切深等參數都會影響表面粗糙度。
- 工件材料: 不同材料的加工性能不同,對表面粗糙度的影響也不同。
- 冷卻液: 冷卻液可以改善切削條件,降低表面粗糙度。
不同的加工零件對於表面粗糙度的要求?
不同加工零件對於表面粗糙度的要求差異甚大,這取決於零件的功能、工作環境、工件材料、加工方法與成本的配合關係。
不同產業對表面粗糙度的要求
汽車產業
- 發動機部件: 缸體、曲軸、連桿等部件的表面粗糙度直接影響到發動機的性能和壽命。這些部件通常要求較高的表面光潔度,以降低摩擦、磨損和噪音。
- 傳動系統: 變速箱、離合器等部件的表面粗糙度也需要控制,以確保傳動的平穩性和耐久性。
- 車身鈑金: 車身鈑金的表面粗糙度影響車輛的外觀和漆膜的附著力。
- 制動系統: 制動盤和剎車片等部件的表面粗糙度會影響制動效果和噪音。
一般而言,汽車產業對表面粗糙度的要求較高,特別是對於發動機和傳動系統的關鍵部件。
航空產業
- 飛機機身: 飛機機身的表面粗糙度會影響空氣阻力、雷達反射截面和疲勞強度。
- 發動機部件: 航空發動機的部件對表面粗糙度的要求極高,以確保發動機的高效率和可靠性。
- 儀器儀表: 航空儀器儀表的表面粗糙度會影響測量精度和可靠性。
航空產業對表面粗糙度的要求通常比汽車產業更高,因為航空產品的安全性要求極高。
機械產業
- 一般機械零件:
- 表面粗糙度主要影響零件的磨損、疲勞強度和配合精度。
- 如軸承、齒輪等運動副零件,要求表面光潔度高,以降低摩擦和磨損。
- 一般工業用機械零件,對表面粗糙度的要求相對較低。
- 精密機械零件:
- 如半導體設備、精密儀器等,對表面粗糙度的要求極高,以確保產品的精度和可靠性。
醫療產業
- 植入式醫療器械:
- 人工關節、心臟瓣膜等植入式醫療器械,要求表面光潔度極高,以減少生物相容性問題,降低感染風險。
- 表面粗糙度過大可能導致血栓形成或組織損傷。
- 醫療器械表面:
- 手術器械、醫療影像設備等,要求表面光潔度適中,易於清潔消毒。
- 藥品接觸面:
- 藥品接觸面要求表面光滑,無死角,以避免藥物殘留和微生物滋生。
表面粗糙度如何量測?粗度怎麼量?
常用的表面粗糙度量測儀器
- 接觸式粗糙度儀:
- 是專門用於測量表面粗糙度的儀器,可分為接觸式和非接觸式兩種。
- 接觸式粗糙度儀: 常用於金屬、塑料等硬質材料的表面粗糙度測量。
- 非接觸式粗糙度儀: 適用於各種材料,包括軟質材料、透明材料等。

圖片來源:Mitutoyo, 攜帶式表面粗度測定機
 圖片來源:KLA, 接觸式表面粗糙度 |  圖片來源:KEYENCE, 非接觸式表面粗糙度 |
- 光學輪廓儀:
- 利用光學干涉或共聚焦原理,測量樣品表面的三維形貌,從而獲得更詳細的表面資訊。
- 優點: 高分辨率、非接觸式。
- 缺點: 價格較高。

- 原子力顯微鏡(AFM):
- 利用微型探針掃描樣品表面,獲得原子級別的表面形貌資訊。
- 優點: 分辨率極高,可測量納米級的表面粗糙度。
- 缺點: 測量速度慢、價格昂貴。

如何選擇適當的表面粗糙度?
選擇合適的表面粗糙度時,需要綜合考慮以下因素:
- 零件的功能: 不同的零件功能對表面粗糙度的要求不同。例如,軸承、齒輪等運動副零件要求表面光潔度高,以降低摩擦和磨損;而鑄件等零件對表面粗糙度的要求相對較低。
- 工作環境: 零件的工作環境,如溫度、濕度、腐蝕性等,也會影響表面粗糙度的要求。
- 材料: 不同材料的加工性能不同,對表面粗糙度的影響也不同。
- 加工工藝: 不同的加工工藝會產生不同的表面粗糙度。
- 成本: 表面粗糙度越小,加工成本越高。
表面粗糙度對照表
表面粗糙度對照表與感官描述
下面表格提供不同表面粗糙度等級與其對應的觸感的感官描述、常見應用領域的對照,方便你快速了解不同粗糙度等級的狀態。
請注意: 以下表格僅為一般參考,實際應用中,具體的粗糙度要求會因材料、加工工藝、產品功能等因素而有所不同。建議在選擇表面粗糙度等級時,結合相關標準和實際需求進行綜合判斷。
| Ra值 (μm) | 感官描述 | 常見應用領域 |
| < 0.025 | 極度光滑,接近鏡面 | 精密光學元件、半導體晶片、模具 |
| 0.025 – 0.05 | 極光滑,手指觸摸無感 | 手術器械、精密儀器 |
| 0.05 – 0.1 | 很光滑,手指觸摸略有光滑感 | 軸承、齒輪、精密機械零件 |
| 0.1 – 0.2 | 光滑,手指觸摸有光滑感 | 泵、閥、液壓元件 |
| 0.2 – 0.4 | 較光滑,手指觸摸略有阻力 | 普通機械零件、汽車零部件 |
| 0.4 – 0.8 | 粗糙,手指觸摸有明顯阻力 | 鑄件、鍛件、焊接件 |
| 0.8 – 1.6 | 很粗糙,手指觸摸有明顯的凹凸感 | 大型鑄件、粗加工零件 |
| > 1.6 | 極粗糙,肉眼可見明顯的凹凸 | 粗糙鑄件、未經加工的材料 |
Ra, Rz 表面粗糙度對應表
| 平均粗糙度(Ra) | 最大粗糙度(Rz) | 三角記號 |
| 0.025a | 0.15S | ▽▽▽▽ |
| 0.05a | 0.25S | |
| 0.10a | 0.45S | |
| 0.20a | 0.85S | |
| 0.40a | 1.65S | ▽▽▽ |
| 0.80a | 3.2S | |
| 1.6a | 6.3S | |
| 3.2a | 12.5S | |
| 6.3a | 25S | ▽▽ |
| 12.5a | 50S | |
| 25a | 100S | ▽ |
*通常最大粗糙度後面加S、平均粗糙度後面加a來表示。
*資料來源:《圖解精密切削加工》
🚀 馬上諮詢,讓刀具幫你創造最大加工效益!
台灣切削刀具第一品牌震虎精密
🌍 全球 42 國信任、160 個銷售據點與全方位售後服務。
📉 想降低加工成本、提升效率?
🔧 有特殊加工需求卻找不到合適刀具?
🚚MOQ 1 件起訂・快速出貨!
想找高品質、高穩定刀具?震虎精密隨時為您提供建議!
總結:表面粗糙度的關鍵重點
- Rz值 是表面粗糙度的一個重要參數,它能更敏感地反映表面上的較大不平整度。
- 在選擇使用Ra值還是Rz值時,需要根據具體的應用需求來決定。 如果需要關注表面上的大尺寸缺陷,那麼Rz值會是一個更好的選擇。
- 通常情況下,Ra值和Rz值會一起使用,以提供更全面的表面粗糙度資訊。
- 表面粗糙度符號,是看懂機械加工的基本知識,各種符號與位置不能搞混。
- 不同產業、不同零件對表面粗糙度的要求不同,需要零件功能、材料特性與加工成本作的平衡考量。
推薦閱讀:高效率銑刀的秘密:不等分割、不等螺旋與不等導程
參考資料
» 更多推薦:
不用再遮黑眼圈!【熊貓針懶人包】雙美膠原蛋白針Dcard熱門Q&A、效果、費用一次看!
壓力褲怎麼選?2026 熱門8款塑身褲評比與選購指南